







PR CENTER
NEWSROOM
Isang gabay sa hinang ng estrukturang bakal. Mga pamamaraan at mga technique sa inspeksyon
12-25-2024
Talaan ng mga nilalaman
Welding struktur baja adalah proses vital dalam konstruksi, pembuatan, yang memungkinkan penghubungan komponen baja secara mulus untuk kekuatan dan ketahanan. Panduan ini membahas hal-hal penting tentang pengelasan struktur baja. Anda akan belajar tentang standar inspeksi untuk menjamin integritas setiap pengelasan. Jelajahi detailnya bersama BMB Steel dalam artikel ini!
1. Apa itu pengelasan struktur baja?

Pengelasan struktur baja adalah proses yang menghubungkan komponen baja
Pengelasan adalah proses menggunakan panas dari api atau busur listrik untuk memanaskan sebagian kecil logam di titik kontak, yang menyebabkan logam meleleh dan menyatu. Saat dingin, logam mengeras, membentuk pengelasan yang kuat dan tahan lama.
Pengelasan struktur baja adalah proses teknis yang diterapkan dalam industri konstruksi dan pembuatan untuk menyatukan komponen baja.
2. Metode pengelasan struktur baja
2.1. Pengelasan busur manual
Pengelasan busur manual adalah metode umum yang menggunakan arus listrik untuk membuat busur listrik antara elektroda pengelasan dan permukaan logam yang akan dilas. Panas yang dihasilkan oleh busur listrik, yang mencapai suhu di atas 2000°C, meleburkan baik elektroda pengelasan maupun tepi baja dasar (dengan kedalaman leleh sekitar 1,5-2 mm).
Logam cair dari elektroda pengelasan membentuk tetesan kecil, yang ditarik ke dalam alur las oleh medan listrik, bercampur dengan baja dasar yang meleleh. Saat campuran dingin, ia mengeras untuk membentuk pengelasan.
Esensi dari las terletak pada ikatan molekuler yang erat antara logam yang meleleh. Las ini memiliki kekuatan dan kapasitas beban setara dengan baja asli.
2.2. Pengelasan busur otomatis dan semi-otomatis

Metode pengelasan busur otomatis dan semi-otomatis menawarkan produktivitas tinggi, memastikan sifat mekanis dari las, menghemat energi listrik.
2.2.1. Pengelasan busur otomatis
Metode pengelasan otomatis beroperasi pada prinsip yang sama dengan pengelasan manual tetapi menggunakan kawat pengelasan telanjang alih-alih elektroda berselubung fluks. Fluks diterapkan sebelumnya sebagai lapisan tebal pada alur las. Kawat pengelasan secara bertahap disuplai oleh mesin dengan kecepatan yang sesuai saat mesin pengelasan bergerak dengan stabil.
Kelebihan utama:
- Kecepatan pengelasan tinggi: Dengan intensitas arus tinggi (600-1200 ampere), kecepatan pengelasan dapat 5-10 kali lebih cepat daripada pengelasan manual.
- Kualitas las tinggi: Alur yang dalam memastikan las yang kuat dengan permukaan yang halus. Logam cair tertutup oleh lapisan fluks tebal, memungkinkan gelembung gas keluar dan menciptakan las yang padat dan tahan lama.
- Keselamatan kerja: Busur listrik terbakar di bawah lapisan fluks, meminimalkan risiko kesehatan bagi pengelas.
2.2.2. Pengelasan busur semi-otomatis
Pengelasan semi-otomatis banyak digunakan dengan kawat pengelasan tubular atau datar yang lembut. Selubung logam dari kawat pengelasan memiliki ketebalan 0,2-0,5 mm, diisi dengan fluks di dalamnya. Metode ini baik dan sangat efisien untuk fabrikasi baja struktural.
3. Apa itu stainless steel?
Stainless steel adalah paduan besi dan karbon. Yang membedakannya adalah penambahan setidaknya 10,5% kromium, yang memberikan material dengan ketahanan korosi yang khas. Ini menjadikan stainless steel ideal untuk aplikasi di mana daya tahan dan ketahanan terhadap karat atau noda sangat penting.
Ada 5 jenis utama stainless steel, tetapi bengkel fabrikasi umumnya bekerja dengan 3: stainless steel austenitik, martensitik, dan ferritik. Di antaranya, stainless steel austenitik adalah yang paling banyak digunakan. Stainless steel martensitik lebih disukai untuk aplikasi pengerasan, sementara stainless steel ferritik, yang dikenal karena biaya efektif, sering digunakan dalam barang konsumsi.
4. Metode pengelasan stainless steel yang umum

4.1. Metode pengelasan gas inert logam (MIG)
- Pengelasan gas inert logam (MIG) adalah salah satu teknik pengelasan yang paling banyak digunakan, disukai karena biaya investasi awal yang relatif rendah. Peralatan utama yang diperlukan termasuk silinder gas, regulator, unit umpan kawat, sumber daya, obor MIG.
- Untuk mencapai pengelasan yang sukses, alur las yang sesuai harus disiapkan. Alur ini memberikan ruang bagi logam las cair untuk mengisi. Selain itu, elektroda pengelasan, yang membawa arus listrik, harus bersih dan bebas dari kontaminan seperti minyak.
- Dalam proses MIG, elektroda kawat pengelasan secara otomatis disuplai melalui pistol pengelasan, menciptakan busur dengan benda kerja. Panas dari busur melelehkan bahan, membentuk las. Proses ini dilakukan di bawah perlindungan gas pelindung inert, seperti argon, karbon dioksida, helium, yang mencegah kontaminasi dari atmosfer sekitar.
- Pengelasan MIG serbaguna dan efektif untuk menyambung logam, termasuk stainless steel, baja lunak, baja karbon rendah, aluminium, baik logam tipis maupun tebal.
4.2. Metode busur tungsten gas (TIG)
- Pengelasan busur tungsten gas (TIG) adalah teknik yang sangat populer. Saat ini, pengelasan TIG digunakan untuk logam, termasuk stainless steel, kuningan, aluminium, perunggu, bahkan logam mulia seperti emas.
- Mirip dengan pengelasan MIG, pengelasan TIG bergantung pada gas pelindung inert untuk melindungi area las dari kontaminasi. Namun, perbedaan kunci adalah bahwa pengelasan TIG menggunakan elektroda tungsten yang tidak habis pakai alih-alih kawat yang habis.
- Dalam proses ini, arus listrik mengalir melalui elektroda tungsten, menghasilkan panas untuk melelehkan bahan dasar. Busur yang diciptakan melelehkan kawat pengisi, membentuk kolam las. Pengelasan TIG menghasilkan panas yang lebih rendah daripada metode lain, menjadikannya ideal untuk benda kerja tipis dan las yang rumit. Bahan yang umum dilas termasuk stainless steel, baja paduan, logam nonferrous seperti aluminium, magnesium, paduan tembaga.
4.3. Metode pengelasan logam terbungkus atau busur logam terlindungi (SMAW)
- Pengelasan busur logam terlindungi, yang sering dikenal sebagai pengelasan stick, adalah salah satu metode pengelasan tertua dan paling manual. Ini tetap banyak digunakan karena kesederhanaan dan biaya efektif.
- Dalam pengelasan stick, digunakan elektroda habis yang dilapisi fluks. Pelapisan fluks mencegah busur menjadi tidak stabil dan melindungi area las dari kontaminan atmosfer. Fitur ini membuat pengelasan stick sangat cocok untuk lingkungan terbuka yang berangin.
- Pengelasan stick terbatas pada aplikasi logam yang lebih tipis dari 18 gauge, dan pembersihan setelah pengelasan biasanya diperlukan untuk menghilangkan terak.
- Tidak seperti pengelasan MIG dan TIG, pengelasan stick tidak memerlukan gas pelindung, yang menjadikannya metode paling terjangkau. Namun, umumnya lebih cocok untuk perbaikan, pemeliharaan dibandingkan proyek industri besar.
5. Metode inspeksi las baja

Setelah selesai, las baja struktural harus menjalani 6 metode inspeksi standar berikut:
5.1. Inspeksi visual
- Las harus bebas dari retakan permukaan dan cacat di area logam cair.
- Cacat seperti tonjolan, potongan yang kurang, terbakar, kurang fusi, tepi yang tidak sejajar tidak boleh ada.
- Ukuran, bentuk, penguatan las harus memenuhi spesifikasi standar dengan tidak ada penyimpangan yang melebihi batas yang diizinkan.
5.2. Inspeksi metalurgi
- Las tidak boleh mengandung retakan di zona logam cair, zona yang terkena panas.
- Kurangnya fusi antara lapisan las dan tepi tidak boleh terjadi.
- Dalam penetrasi las yang tidak lengkap di akar las tidak boleh melebihi 15% ketebalan dinding atau 3 mm (untuk dinding yang lebih tebal dari 20 mm).
- Jumlah pori tidak boleh melebihi 5 per 1 cm², dengan pori individu tidak lebih besar dari 1,5 mm diameter dan ukuran total tidak melebihi 3 mm.
- Tidak boleh ada retakan, celah yang dapat mengurangi elastisitas dan keuletan las.
5.3. Pengujian hidrolik
- Las harus bebas dari retakan atau tanda kebocoran air.
- Tidak boleh ada deformasi signifikan yang terjadi selama pengujian.
5.4. Pengujian kekuatan tarik
- Nilai kekuatan tarik rata-rata dari sampel pengujian tidak boleh lebih rendah dari kekuatan tarik minimum baja yang bersangkutan.
- Tidak ada hasil sampel pengujian yang boleh jatuh di bawah 10% dari kekuatan tarik minimum baja.
5.5. Pengujian lentur
|
Sudut lentur minimum |
|||
|
Ketebalan sampel ≤ 20 mm |
Ketebalan sampel > 20 mm |
Ketebalan sampel ≤ 12 mm |
|
|
Baja karbon |
100o |
100o |
70o |
|
Baja paduan rendah dengan mangan, silikon-mangan |
80o |
60o |
50o |
|
Baja paduan rendah dengan kromium-molibdenum, kromium-molibdenum-vanadium |
50o |
40o |
30o |
|
Baja paduan tinggi dengan kromium |
50o |
40o |
30o |
|
Baja paduan tinggi dengan kromium-molibdenum |
100o |
100o |
30o |
5.6. Pengujian ketahanan dampak
|
Ketahanan dampak minimum |
||
|
Baja biasa |
Baja austenitik |
|
|
20°C |
49,05 Nm/cm² |
68,67 Nm/cm² |
|
< 0°C |
19,62 Nm/cm² |
29,43 Nm/cm² |
Pengelasan struktur baja memainkan peran penting dalam berbagai industri. Apakah menggunakan metode manual, otomatis, atau metode khusus seperti MIG atau TIG untuk stainless steel, memahami teknik dan proses inspeksi sangat penting. Menguasai pengelasan struktur baja adalah kunci untuk mencapai desain struktural yang tahan lama dan efisien.
Kami berharap artikel ini telah memberikan Anda informasi berharga tentang pengelasan struktur baja. Jangan ragu untuk menghubungi BMB Steel untuk dukungan dari tim ahli kami.

7 buwan ang nakalipas
Alamin ang tungkol sa kung ano ang hugis na bakal, ang proseso ng produksyon nito, karaniwang uri ng hugis na bakal, mga kalamangan at kahinaan, mga aplikasyon sa konstruksyon, industriya, at pang-araw-araw na buhay.

7 buwan ang nakalipas
Ang isang bakal na sinag ay isang mahalagang bahagi sa konstruksyon. Ang artikulong ito ay nagbibigay ng detalyadong impormasyon tungkol sa kung ano ang mga bakal na sinag, ang kanilang estruktura, mga klasipikasyon, mga benepisyo.

8 buwan ang nakalipas
Ang mga patnubay para sa proseso ng pagpipinta ng estruktura ng bakal ay nagsisiguro ng optimal na tibay at paglaban sa kaagnasan. Tuklasin natin ang mga detalye dito!

8 buwan ang nakalipas
Alamin kung ano ang roof truss, mula sa kanyang estruktura, mga benepisyo, uri, at mga hakbang sa pag-install. Saklaw ng gabay na ito ang lahat ng kailangan mong malaman para sa isang matibay, mahusay, at epektibong solusyon sa roof truss.

8 buwan ang nakalipas
Ang carbon steel ay matibay, lumalaban sa kaagnasan, perpekto para sa machining at konstruksyon, nag-aalok ng mataas na lakas at pambihirang pagganap sa pangmatagalang panahon. Ngayon na!
Komento
(0)





Sa mga uri ng mga pundasyon na ginagamit ngayon, ang paggamit ng strip footings ng 3-palapag na bahay ay itinuturing na pinakamahusay na solusyon upang matulungan ang gusali na tiisin ang bigat.
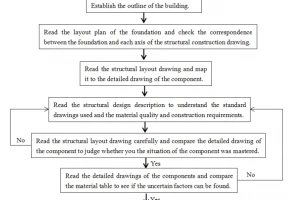
To read construction drawings, you must first read steel structure drawings. Steel structure drawings need to specifically consider each part of the structure shown

Mayroong ilang mga sistemang bakal na estruktural sa mga mataas na gusali. Ang artikulong ito ay tatalakay sa ilang mga karaniwang sistemang bakal na estruktural na karaniwang ginagamit sa mga mataas na gusali.

For the time being, the steel structure with tile truss roof is popularly recommended to use. What are the advantages of this structure?

Pre-engineered steel buildings are increasingly popular by virtue of their advantages, such as optimizing construction costs, short construction time, etc. Parallelly, owners are also concerned about some problems. In this article, BMB Steel will provide you with helpful information about construction standards and the acceptance of pre-engineered steel buildings.

Ang mga istrukturang bakal ay malawakang ginagamit sa pagtatayo ng mga residential na gusali dahil nag-aalok sila ng maraming mga kalamangan. Ang sumusunod na pagsulat ay mas detalyadong susuriin ang aplikasyon na ito.

