







PR CENTER
NEWSROOM
Isang Gabay sa Welding ng Estrukturang Bakal Mga Paraan at Teknik sa Inspeksyon
12-25-2024
Talaan ng mga nilalaman
Ang welding ng estrukturang bakal ay isang mahalagang proseso sa konstruksyon, pagmamanupaktura, na nagbibigay-daan sa maayos na pagsasama ng mga bahagi ng bakal para sa lakas at tibay. Ang gabay na ito ay tumatalakay sa mga pangunahing kaalaman ng welding ng estrukturang bakal. Malalaman mo ang mga pamantayan sa inspeksyon upang matiyak ang integridad ng bawat hinang. Tuklasin ang mga detalye kasama ang BMB Steel sa artikulong ito!
1. Ano ang welding ng estrukturang bakal?

Ang welding ng estrukturang bakal ay isang proseso na sumasama sa mga bahagi ng bakal
Ang welding ay ang proseso ng paggamit ng init mula sa isang apoy o isang elektronikong arko upang painitin ang isang maliit na bahagi ng metal sa punto ng kontak, na nagiging sanhi ng pagkatunaw at pagtutugma ng metal. Habang ito ay lumalamig, ang metal ay nagiging matigas, bumubuo ng isang malakas at matibay na hinang.
Welding ng estrukturang bakal ay isang teknikal na proseso na ginagamit sa mga industriya ng konstruksyon at pagmamanupaktura upang pagsamahin ang mga bahagi ng bakal.
2. Mga Paraan ng Welding ng Estrukturang Bakal
2.1. Manual arc welding
Ang manual arc welding ay isang karaniwang paraan na gumagamit ng kuryente upang lumikha ng isang electric arc sa pagitan ng welding electrode at ang metal na ibabaw na hinangin. Ang init na nalikha ng electric arc, na umabot sa temperatura na higit sa 2000°C, ay natutunaw pareho ang welding electrode at ang base steel edge (na may lalim ng pagkatunaw na mga 1.5-2 mm).
Ang natunaw na metal mula sa welding electrode ay bumubuo ng maliliit na patak, na hinahatak sa weld groove ng electric field, hinalo sa natunaw na base steel. Habang ang halo ay lumalamig, ito ay nagiging matigas upang bumuo ng isang hinang.
Ang diwa ng hinang ay nakasalalay sa mahigpit na molecular bond sa pagitan ng mga natunaw na metal. Ang hinang na ito ay may lakas at kapasidad sa pagbuhat na katumbas ng orihinal na bakal.
2.2. Awtomatiko at semi-awtomatikong arc welding

Ang mga awtomatiko at semi-awtomatikong paraan ng welding ng arc ay nag-aalok ng mataas na produktibidad, tinitiyak ang mga mekanikal na katangian ng hinang, at nag-save ng elektrisidad.
2.2.1. Awtomatikong arc welding
Ang awtomatikong paraan ng welding ay gumagana sa parehong prinsipyo tulad ng manual welding ngunit gumagamit ng isang walang-buhang welding wire sa halip na isang flux-coated electrode. Ang flux ay inilalapat nang paunang bilang isang makapal na layer sa weld groove. Ang welding wire ay unti-unting dinadala ng makina sa tamang bilis habang ang welding machine ay patuloy na gumagalaw.
Mga pangunahing bentahe:
- Matataas na bilis ng hinang: Sa mataas na halaga ng kuryente (600-1200 amps), ang bilis ng hinang ay maaaring 5-10 beses na mas mabilis kaysa sa manual welding.
- Mataas na kalidad ng hinang: Ang malalim na groove ay nagsisiguro ng isang malakas na hinang na may makinis na ibabaw. Ang natunaw na metal ay naliliman ng isang makapal na layer ng flux, na nagpapahintulot sa mga bula ng gas na makatakas at lumikha ng isang siksik, matibay na hinang.
- Kaligtasan sa trabaho: Ang electric arc ay nagsisindi sa ilalim ng flux layer, binabawasan ang mga panganib sa kalusugan para sa mga welder.
2.2.2. Semi-awtomatikong arc welding
Ang semi-awtomatikong welding ay malawakang ginagamit sa malambot na tubular o patag na welding wires. Ang metal casing ng welding wire ay 0.2-0.5 mm ang kapal, punung-puno ng flux sa loob. Ang paraang ito ay parehong maginhawa at epektibo para sa paggawa ng estrukturang bakal.
3. Ano ang stainless steel?
Ang stainless steel ay isang haluang metal ng bakal at carbon. Ang nagtatangi dito ay ang karagdagan ng hindi bababa sa 10.5% chromium, na nagbibigay sa materyal ng natatanging paglaban sa pagkasira. Ito ay ginagawa ang stainless steel na angkop para sa mga aplikasyon kung saan mahalaga ang tibay at paglaban sa kalawang o pangangalum.
Mayroong 5 pangunahing uri ng stainless steel, ngunit ang mga pabrika ng pagmamanupaktura ay karaniwang nagtatrabaho gamit ang 3: austenitic, martensitic, at ferritic stainless steel. Sa mga ito, ang austenitic stainless steel ang pinakaginagamit. Ang martensitic stainless steel ay mas pinipili para sa mga aplikasyon ng hard-facing, habang ang ferritic stainless steel, na kilalang mura, ay madalas na ginagamit sa mga consumer goods.
4. Karaniwang paraan ng welding ng stainless steel

4.1. Paraan ng welding ng metal inert gas (MIG)
- Ang Metal insert gas (MIG) welding ay isa sa mga pinakakaraniwang ginagamit na pamamaraan ng welding, na pinapaboran dahil sa medyo mababang paunang gastos sa pamumuhunan. Kabilang sa pangunahing kagamitan na kinakailangan ay isang gas cylinder, regulator, wire feed unit, power source, MIG torch.
- Upang makamit ang matagumpay ng hinang, dapat ihanda ang angkop na weld groove. Ang groove na ito ay nagbibigay ng puwang para sa natunaw na weld metal upang mapuno. Bukod dito, ang welding electrode, na nagdadala ng kuryente, ay dapat malinis at walang kontaminasyon tulad ng langis.
- Sa proseso ng MIG, ang wire welding electrode ay awtomatikong dinadala sa pamamagitan ng isang welding gun, na lumilikha ng arc kasama ang workpiece. Ang init mula sa arc ay natutunaw ang mga materyales, bumubuo ng hinang. Isinasagawa ang prosesong ito sa ilalim ng proteksyon ng isang inert shielding gas, tulad ng argon, carbon dioxide, helium, na pumipigil sa kontaminasyon mula sa nakapaligid na atmospera.
- Ang MIG welding ay maraming gamit at epektibo para sa pagsasama ng mga metal, kabilang ang stainless steel, mild steel, low-carbon steel, aluminum, parehong manipis at makapal na piraso ng metal.
4.2. Paraan ng gas tungsten arc (TIG)
- Ang gas tungsten arc welding (TIG) ay isang malawakang sikat na teknika. Ngayon, ginagamit ang TIG welding para sa mga metal, kabilang ang stainless steel, brass, aluminum, bronze, kahit ang mga mahalagang metal tulad ng ginto.
- Katulad ng MIG welding, ang TIG welding ay umaasa sa isang inert shielding gas upang protektahan ang weld area mula sa kontaminasyon. Gayunpaman, ang pangunahing pagkakaiba ay ang TIG welding ay gumagamit ng isang non-consumable tungsten electrode sa halip na isang consumable wire.
- Sa prosesong ito, ang kuryente ay dumadaloy sa tungsten electrode, na bumubuo ng init upang matunaw ang base material. Ang arc na nilikha ay natutunaw ang filler wire, na bumubuo ng isang weld pool. Ang TIG welding ay lumilikha ng mas mababang init kaysa sa ibang mga pamamaraan, na ginagawa itong angkop para sa manipis na workpieces at masalimuot na mga hinang. Ang mga karaniwang hinangin na materyales ay kinabibilangan ng stainless steel, alloy steel, non-ferrous metals tulad ng aluminum, magnesium, at copper alloys.
4.3. Paraan ng stick o shielded metal arc welding (SMAW)
- Ang shielded metal arc welding, na kadalasang kilala bilang stick welding, ay isa sa mga pinakalumang at pinaka-manwal na pamamaraan ng welding. Ito ay nananatiling malawakan sa paggamit dahil sa pagiging simple at cost-effectiveness nito.
- Sa stick welding, isang consumable electrode na pinuputungan ng flux ang ginagamit. Ang pagpuno ng flux ay pumipigil sa arc sa pag-unstable at pinoprotektahan ang weld area mula sa mga kontaminadong atmospera. Ang tampok na ito ay ginagawang angkop ang stick welding para sa mga panlabas, mahangin na kapaligiran.
- Ang stick welding ay limitado sa aplikasyon sa mga metal na mas manipis kaysa sa 18 gauge, at karaniwang kinakailangan ang paglilinis pagkatapos ng hinang upang alisin ang slag.
- Hindi tulad ng MIG at TIG welding, ang stick welding ay hindi nangangailangan ng shielding gas, na ginagawang pinakamurang paraan. Gayunpaman, ito ay karaniwang mas angkop para sa mga pag-aayos, pagpapanatili kaysa sa malakihang mga proyekto ng industriya.
5. Mga Paraan ng Inspeksyon sa Hinang ng Bakal

Matapos ang pagkumpleto, ang mga hinang ng estrukturang bakal ay dapat sumailalim sa sumusunod na 6 na standard na paraan ng inspeksyon:
5.1. Visual na inspeksyon
- Ang hinang ay dapat na walang mga bitak sa ibabaw at mga depekto sa mga natunaw na bahagi ng metal.
- Ang mga depekto tulad ng bumps, undercuts, burn-throughs, lack of fusion, misaligned edges ay hindi dapat naroroon.
- Ang sukat, hugis, at reinforcement ng hinang ay dapat na tumugon sa mga pamantayan sa pagspecify na walang mga paglihis na lumalampas sa pinapayagang mga limitasyon.
5.2. Metallurgical na inspeksyon
- Ang hinang ay hindi dapat naglalaman ng mga bitak sa natunaw na metal na lugar, heat-affected zone.
- Ang Lack of fusion sa pagitan ng weld layers at mga gilid ay hindi dapat mangyari.
- Ang incomplete weld penetration sa root ng hinang ay hindi dapat lumampas sa 15% ng kapal ng pader o 3 mm (para sa mga pader na mas makapal sa 20 mm).
- Dapat hindi lalampas sa 5 ang bilang ng mga pores bawat 1 cm², na may mga indibidwal na pores na hindi hihigit sa 1.5 mm ang diyametro at ang kabuuang sukat na hindi lalampas sa 3 mm.
- Dapat walang mga bitak, fissures na magbabawas ng elasticity at ductility ng hinang.
5.3. Hydraulic testing
- Dapat ang hinang ay walang mga bitak o mga palatandaan ng pagtagas ng tubig.
- Walang significant na pagbabaluktot ang dapat mangyari sa panahon ng pagsusuri.
5.4. Tensile strength testing
- Ang average tensile strength values mula sa mga sample ng pagsusuri ay hindi dapat mas mababa sa minimum tensile strength ng kaukulang bakal.
- Walang resulta ng sample ng pagsusuri ang maaaring bumagsak sa ibaba ng 10% ng minimum tensile strength ng bakal.
5.5. Bend testing
|
Minimum na anggulo ng pagbaluktot |
|||
|
Sukat ng sample ≤ 20 mm |
Sukat ng sample > 20 mm |
Sukat ng sample ≤ 12 mm |
|
|
Carbon steel |
100o |
100o |
70o |
|
Low-alloy steel na may manganese, silicon-manganese |
80o |
60o |
50o |
|
Low-alloy steel na may chromium-molybdenum, chromium-molybdenum-vanadium |
50o |
40o |
30o |
|
Mataas na haluang bakal na may chromium |
50o |
40o |
30o |
|
Mataas na haluang bakal na may chromium-molybdenum |
100o |
100o |
30o |
5.6. Impact toughness testing
|
Minimum impact toughness |
||
|
Ordinary steel |
Austenitic steel |
|
|
20°C |
49,05 Nm/cm² |
68,67 Nm/cm² |
|
< 0°C |
19,62 Nm/cm² |
29,43 Nm/cm² |
Ang welding ng estrukturang bakal ay may kritikal na papel sa iba't ibang industriya. Kung gumamit man ng manual, awtomatiko, o mga espesyal na paraan tulad ng MIG o TIG para sa stainless steel, ang pag-unawa sa mga teknika at proseso ng inspeksyon ay mahalaga. Ang pagiging bihasa sa welding ng estrukturang bakal ay susi sa pagkakaroon ng matibay at mahusay na mga disenyo ng estruktura.
Umaasa kami na ang artikulong ito ay nagbigay sa iyo ng mahalagang impormasyon tungkol sa welding ng estrukturang bakal. Huwag mag-atubiling makipag-ugnayan sa BMB Steel para sa suporta mula sa aming koponan ng mga eksperto.

2 buwan ang nakalipas
Alamin ang tungkol sa one-way at two-way na strip foundations, ang kanilang pagkakaiba, mga kalamangan at kahinaan, at mga dapat isaalang-alang sa pagpili ng tamang solusyon para sa iyong proyekto.

1 taon ang nakalipas
Tuklasin ang lumalaking pangangailangan para sa mga estruktura ng bakal sa pandaigdigang konstruksyon. Alamin ang tungkol sa mga uri ng estruktura ng bakal, mga bentahe, at mga pangunahing aplikasyon.

3 buwan ang nakalipas
Isang pangkalahatang-ideya ng mga karaniwang ginagamit na materyales na hindi madaling masunog para sa bubong, tulad ng mga tile, insulated na metal roofing, atbp., na angkop para sa iba't ibang uri ng mga gusali.

3 buwan ang nakalipas
Ano ang EPC na kontrata? Alamin kung paano gumagana ang mga EPC na kontrata, mga estratehiya sa kontratasyon, ang papel, bentahe, disbentaha ng mga EPC na kontratista at mga pagkakaiba sa pagitan ng EPC at EPCM.

6 buwan ang nakalipas
Ano ang bolt? Alamin ang tungkol sa istruktura ng bolt, pagkaka-uri, mga aplikasyon, at kung paano pumili ng mga bolt na tumutugon sa teknikal na pamantayan sa konstruksyon at engineering.
Komento
(0)




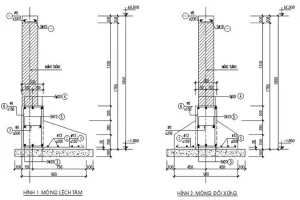
Sa konstruksyon, bawat teknikal na salik ay may mahalagang papel sa pagkumpleto at kaligtasan ng gusali. Ang tuloy-tuloy na pundasyong bakal ay isa rin sa mga salik upang makabuo ng perpektong proyekto.

Ang pagtatayo ng istruktura ng bakal ay binubuo ng ilang iba't ibang hakbang. Ang sumusunod na panitikan ay magbibigay ng detalyadong impormasyon tungkol sa prosesong ito.

Ang mga pre-engineered steel building ay binubuo ng iba't ibang elemento na pinag sasama sa pamamagitan ng mga connection system. Tatalakayin sa artikulong ito ang mga pagkakaiba sa pagitan ng flexible connections at rigid connections.
Mahalaga para sa mga kumpanya ng konstruksyon na mag-aral ng mabuti at sumunod sa mahigpit na pamantayan ng mga espesipikasyon kapag nagtayo ng mga estruktura ng bakal. Ang nakasulat sa ibaba ay magtuon sa pagsisiyasat ng ilang mga kodigo at pamantayan na inilapat sa Pilipinas.

Maraming mahalagang kagamitan ang kinakailangan para sa proseso ng pagtatayo ng bakal. Ang sumusunod na sulatin ay magbibigay ng detalyadong impormasyon tungkol dito.

Ang mga estruktura ng bakal ay malawakang ginagamit sa industriya ng konstruksyon dahil nag-aalok ito ng maraming kalamangan. Susuriin ng sumusunod na sulatin ang ilan sa mga makabagong paggamit ng estruktura ng bakal.

