







PRセンター
ニュースルーム
溶接記号: 構造、種類、及びその読み方
01-04-2026
目次
溶接記号は、建設および製作図面において重要な役割を果たします。これらの記号は、世界中の溶接工やエンジニアが設計の詳細を一貫して解釈することを保証し、コミュニケーションの効率を向上させます。この記事では、BMBスチールが、溶接記号の構造や種類を紹介し、正しく読む方法を理解する手助けをします。
1. 溶接記号とは?
溶接記号は、工学および製造図面で使用される標準化されたグラフィカルな表現で、溶接および溶接プロセスに関する重要な詳細を伝えます。これらは、溶接の種類、サイズ、その他の仕様を説明するための普遍的な略語システムとして機能します。これらの標準化された記号のおかげで、異なる業界や地域のエンジニア、デザイナー、溶接工が接合部や接続に必要な溶接要件を明確に理解できます。
続きを読む: ホーチミン市の
信頼できるプレエンジニアリング鋼構造建設会社トップ7
2. 溶接記号の基本構造
溶接記号は、矢印、基準線、およびテールという3つの基本要素で構成されています。これらの部分は、すべての溶接記号の基礎を形成し、それぞれが溶接がどのように実行されるかを決定する異なる役割を果たします。
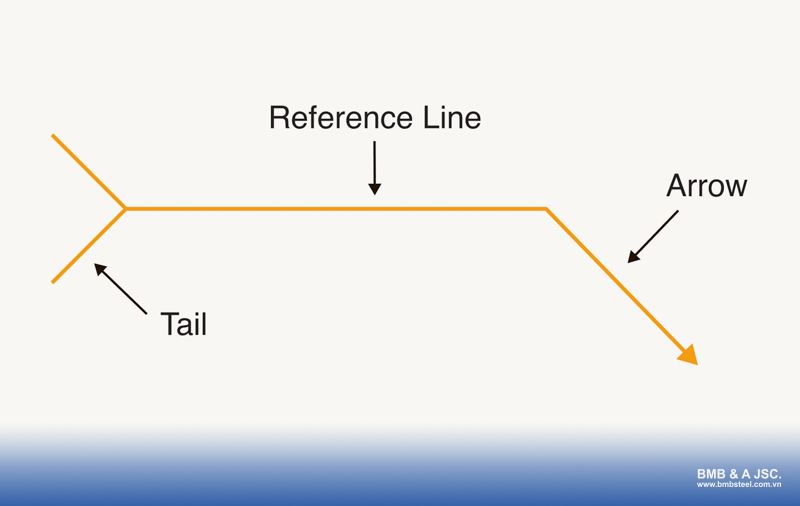
2.1. 矢印
矢印は基準線を溶接接合部に接続し、溶接を施す必要のある場所を直接指し示します。これは「ここに溶接!」という明確な指標の役割を果たし、溶接プロセスにおける精度と明確さを保証します。必要な溶接のパスが何回であっても、各溶接記号には常に接合部の位置を特定する1つの矢印が含まれます。
2.2. 基準線
基準線は、溶接記号の背骨として機能する水平線です。タイプの溶接、接合設計、溶接サイズ、溶接パターンなど、すべての重要な詳細を担っています。本質的には、エンジニアが溶接工が従うべきすべての必要情報を記入する「空白の行」のような役割を果たします。
複数の溶接操作が必要な場合、1つの記号に複数の基準線が表示されることがあります。矢印に最も近い線は最初の溶接パスを表し、その上の線はその後のパスを示します。基準線は、溶接の方向を定義するのにも役立ちます。
続きを読む: 13+ モダンな人気の
産業建物の図面
2.3. テール
テールは矢印から基準線の反対側の端に現れます。これは、他の部分には収まらない補足情報を含めるために使用されます。これには、溶接プロセス、フィラー材料、電極の種類、参照文書、または検査方法の詳細が含まれることがあります。
溶接が単純で追加の情報が必要ない場合、図面を簡素化するためにテールは省略されることがあります。
2.4. 溶接の方向
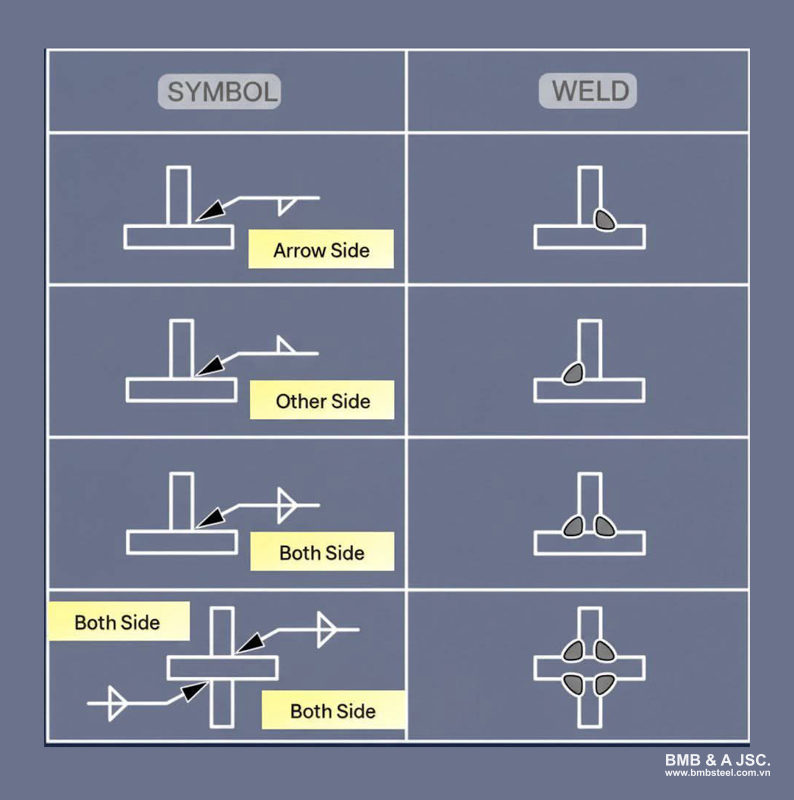
基準線の上または下に情報が配置されることで、溶接が適用される接合部の側面が決まります。ラインの下側(矢印側)の情報は、矢印が指す側で溶接することを示します。ラインの上側の情報は、反対側で溶接することを示します。
場合によっては、エンジニアが接合部の両側で溶接を指定したり、「全周溶接」の補足記号を使用して、部品の周りを連続的に溶接することを示すことがあります。
溶接側が重要でない場合、溶接記号の要素は基準線の真上に配置されます。
2.5. 溶接記号の数字
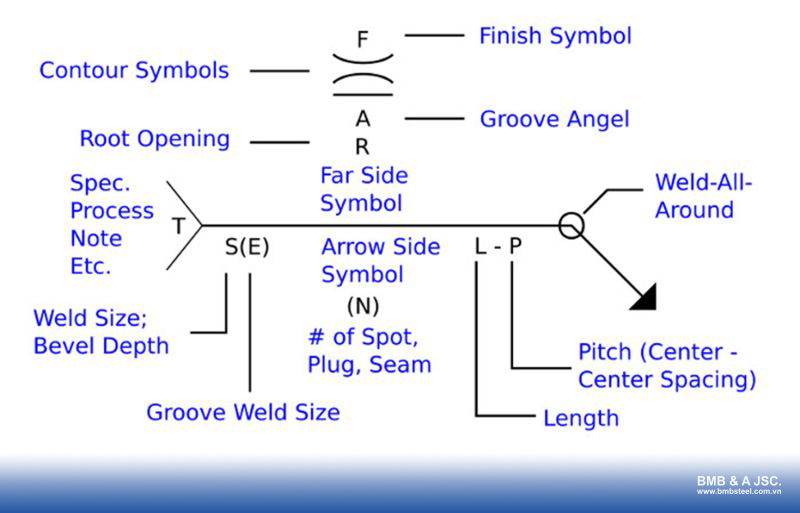
数字は溶接記号において重要な役割を果たし、溶接のサイズ、長さ、間隔、角度に関する詳細を提供します。
- (S) – 溶接のサイズ、ビベルの深さ、または必要な溶接強度を示します。これらの値は接合部の耐荷重容量を決定します。
- (E) – 溝溶接における実際の浸透深さを指定します。
- (L) – 溶接が行われていない場合の溶接の長さを表します。
- (P) – 同じ接合部に複数の溶接が適用される場合の溶接間のピッチまたは間隔(中心から中心)を示します。
- (R) – プラグおよびスロット溶接のための金属充填のルートサイズまたは深さを示します。
- (A) – 溶接側に応じて、溝のサイズの上または下に配置される溝の角度を指します。
- (N) – 基準線の矢印側にあるスポット、シーム、突起、またはスロット溶接の数を示します。
続きを読む: 標準的な産業工場建設プロセス
3. 溶接記号の種類
エンジニアリング図面では、多くの種類の溶接記号が使用されており、それぞれが異なる溶接方法と接合の準備を表しています。
3.1. 基本的な溶接記号
基本的な溶接記号は、すべての溶接図面の基礎を形成します。これらは、実行するべき溶接の種類と、溶接前の準備を示します。
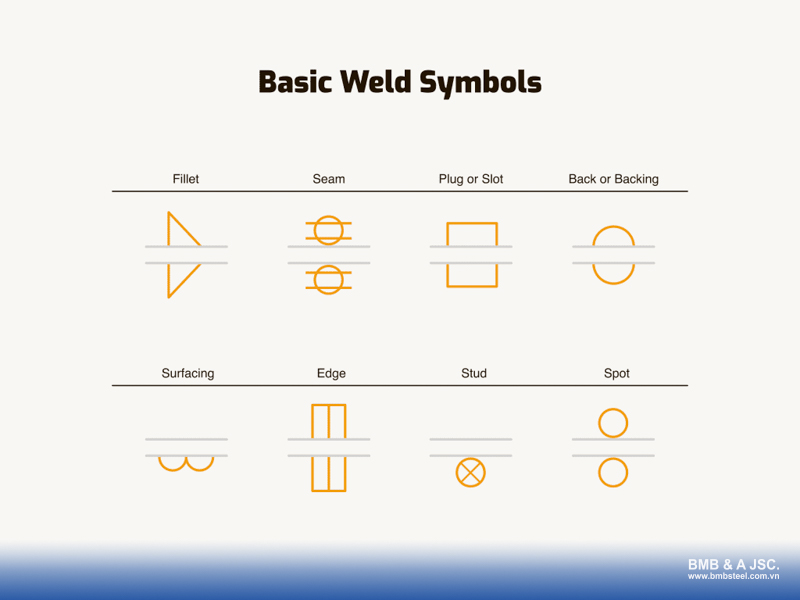
裏当て溶接
裏当て溶接は最も一般的な溶接の一つです。この記号は基準線の両側または両側に表示されることがあります。両側に記号が表示されているがわずかにオフセットしている場合は、間隔を取ったステッチ溶接パターンを示します。
プラグまたはスロット溶接
プラグおよびスロット溶接は、重なり合った金属部品を接合するために使用されます。その記号は基準線の片側に配置されますが、両側には置かれません。
プラグ溶接の記号には、溶接の直径、溶接の数、およびセンター間隔などの詳細が含まれます。
スロット溶接の場合、記号はスロットの数、それぞれのスロットの幅と長さ、およびそれらの間隔を指定します。
スポットまたは突起溶接
スポット溶接は、2つの重なった金属シートを接合しますが、プラグまたはスロット溶接に必要な準備は必要ありません。これらの溶接は、通常、スポット溶接機やTIG溶接機を使用して板金に施されます。
プラグ溶接と同様に、記号は基準線の両側には表示されません。また、ラインの中央に表示されることもあり、これは溶接側が重要でないことを意味します。
スタッド溶接
スタッド溶接は、金属スタッドを金属板の表面に接合するためにスタッド溶接ガンを使用します。この記号は、スタッドのサイズ、スタッドの数、およびそれらの間隔を指定します。この記号は基準線の矢印側にのみ見られます。
シーム溶接
シーム溶接は、接合部に沿って連続的な溶接を作成するために使用される抵抗溶接の一種です。通常、板金のために使用されます。その記号は基準線の両側には表示されず、中央に配置されることがありますが、特定の側の重要性は示されません。
バックまたはバック溶接
バック溶接とバックアップ溶接の記号は同じように見えますが、用途が異なります。バック溶接は主溶接の後に行われ、バックアップ溶接はその前に行われます。溶接記号のテールには、どちらが必要かを明確にします。バックまたはバックアップ溶接の記号は主溶接記号から基準線の反対側に表示されます。
表面溶接
表面溶接は、耐摩耗性を向上させるか、寸法を修復するために、1つまたは複数の金属層を表面に適用するために使用されます。寸法が示されている場合、それは溶接ビードの最小高さを指します。これらの記号は基準線の矢印側のみに表示されます。
エッジ溶接
エッジ溶接は通常、2つの部品のエッジを接合するために板金に使用されます。溶接サイズが記載されている場合、それは浸透の深さを表し、ビードのサイズではありません。エッジ溶接の記号は、基準線のいずれかの側または両側に配置できます。
続きを読む: プレエンジニアリング鋼構造物とは何か?
プロジェクトに最適なソリューション
3.2. 溝溶接記号
溝溶接は、2つの金属部品が端を接して交差するところに最も一般的な溶接タイプの一つです。溝溶接記号は、溶接の位置に応じて基準線の片側に表示される場合があります。それぞれの種類の溝溶接記号は、異なる接合準備と溶接要件を表しています。
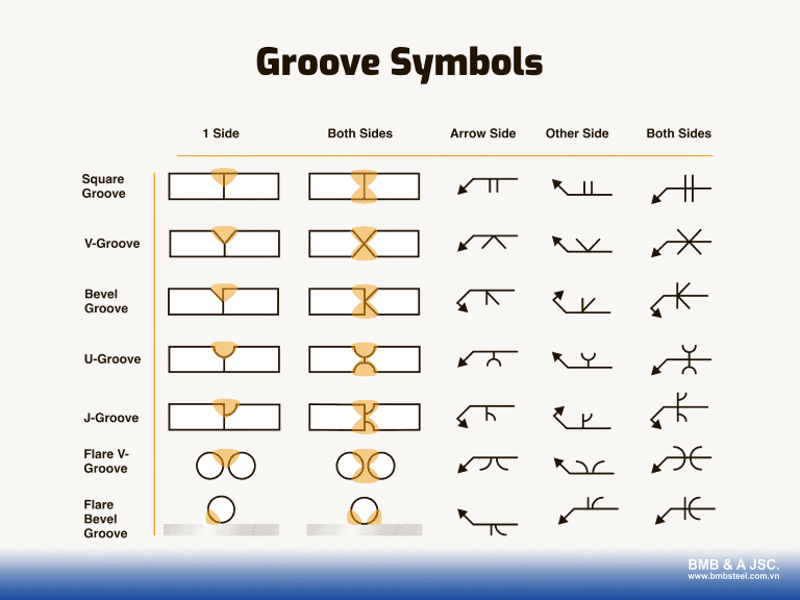
V溝溶接
V溝溶接は、接合部の両側にビベルが切られています。プレートのエッジは角度で切断され、記号の上にある数字はビベル間の含まれる角度を示す場合があります。
ビベル溝溶接
ビベル溝溶接は、接合部の片側にのみビベルがあります。矢印はビベルが必要な側を指し、記号の上の角度はビベルの角度を示します。
U溝溶接
U溝溶接は、丸みを帯びた凹型の接合準備を特徴とし、溶接が浸透するためのスペースを提供します。これらはあまり一般的ではなく、準備により費用がかかります。
J溝溶接
J溝溶接はビベル溶接に似ていますが、曲線状のJ型準備があります。U溝溶接と同様に、機械加工され、より深い浸透が必要な場合に使用されます。
フレアV溝溶接
フレアV溝溶接は、二つの丸い表面、すなわち中空の構造部品(HSS)を溶接する際に現れます。チューブの半径は自然なV状の溝を形成し、記号は必要な浸透深さを指定する場合があります。
フレアビベル溝溶接
フレアビベル溝溶接は、ラウンド部品(ロッドやパイプなど)を平板に溶接する際に発生します。溶接には特別な準備が必要ありませんが、記号は所望の浸透深さを示す場合があります。
4. 裏当て溶接記号の読み方
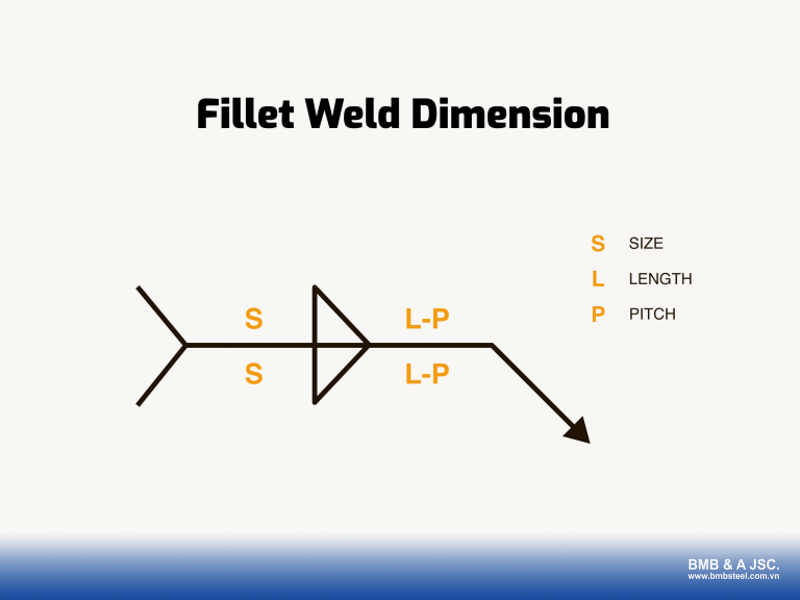
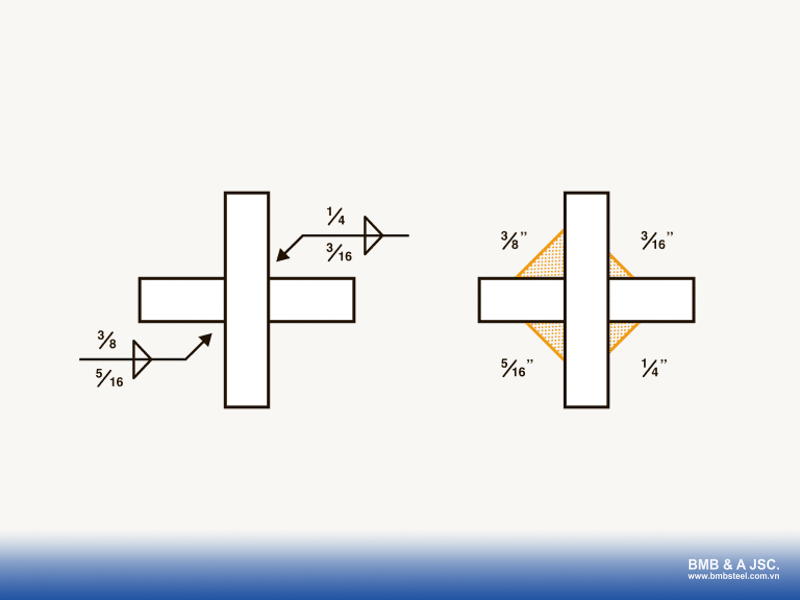
裏当て溶接記号の左側には、溶接サイズを示す「S」という文字があります。溶接サイズは裏当て溶接の脚の長さを示します。たとえば、⅜インチの裏当て溶接は、溶接の両脚が板からトウまで⅜インチであることを意味します。
記号に溶接サイズが指定されていない場合、溶接サイズは接合される薄いプレートの厚みにデフォルトされます。溶接の寸法を確認するために、溶接工は通常、裏当てゲージを使って溶接サイズが設計要件を満たしているかを確認します。
裏当て溶接記号の右側には、ステッチ溶接に関する情報があり、長さ(L)およびピッチ(P)が含まれています。長さ(L)は各ステッチ溶接の長さを示します。ピッチ(P)は連続するステッチ溶接間の中心から中心の間隔を指定します。

もし裏当て溶接記号が基準線の両側でわずかにオフセットして表示されていた場合、これは間隔を取ったステッチ溶接パターンを示します。何も記載されていない場合、溶接は接合部に沿って連続と見なされます。
5. 溝溶接記号の読み方
溝溶接記号は、接合部の準備と溶接の方法に関する詳細情報を提供します。彼らは、接合準備のタイプ、溝の角度、準備の深さ、浸透の深さ、およびルート開口を示します。
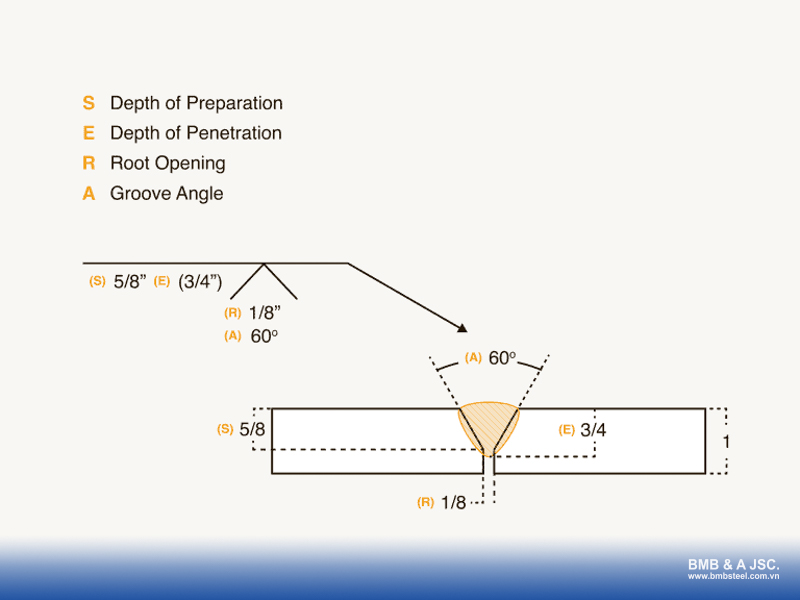
上記は、溝溶接の構造の例です。ルート開口(R)は記号内に示され、溝の角度(A)はその下に表示されています。溝の角度は、接合部の含まれる角度を表し、個々のビベルの角度ではありません。たとえば、60°の含まれる角度は、各プレートが30°でビベリングされていることを意味します。
溝溶接記号の左側には準備の深さ(S)および浸透の深さ(E)があり、準備の深さはプレートの上面から溝またはビベルの端までの距離を測定します。浸透の深さは括弧内に表示され、溶接金属がプレートの表面から溶接のルートまでどれだけ深くまで伸びるかを示します。
6. CJPおよびPJP

溶接において、すべての接合部は完全な接合部浸透(CJP)または部分的接合部浸透(PJP)溶接として分類されることができます。
CJP溶接は、100%溶接と呼ばれることもあり、溶接金属が接合部の全体の厚さを完全に浸透することを要求し、プレート間に隙間や未充填の領域を残しません。完全な接合部浸透溶接を指定するために、エンジニアは溶接記号のテールに「CJP」とマークします。
対照的に、PJP溶接は、接合部のルートまでの完全な浸透を必要としません。PJP溶接はあまり一般的ではありません。
7. 補足記号
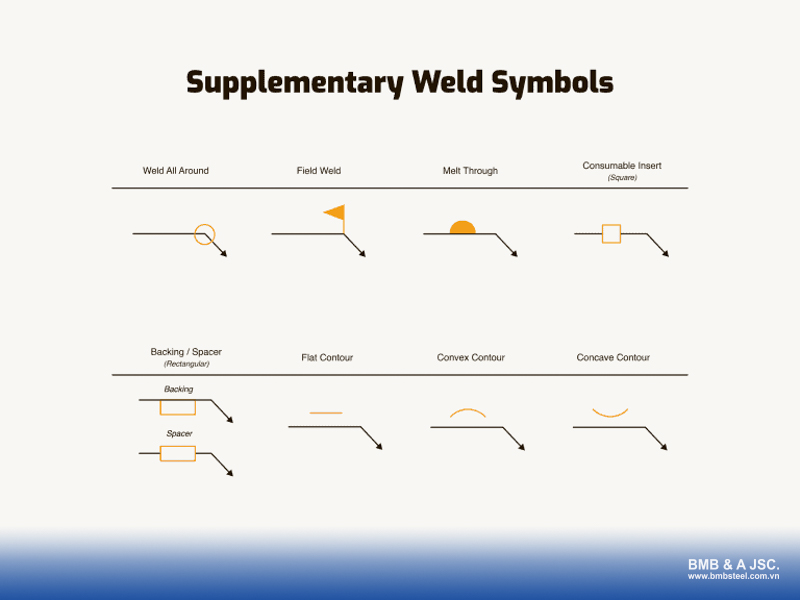
基本的な溶接記号に加えて、製作前に不可欠な詳細を提供するいくつかの補足記号があります。これらを理解することで、適切なサイズ、仕上げ、溶接の品質を保証できます。以下は、最も一般的な補足溶接記号です:
全周
矢印が基準線と出会う場所に小さな円で表されます。これは溶接が接合部全体を回り込むことを示します。
現場溶接
矢印と基準線の接合部分に旗として示されます。これは溶接を現場で行わなければならないことを意味します。この記号がない場合、溶接は工場で行われるべきです。
メルトスルー
溶接記号の反対側に黒い半円形で描かれます。これは、溶接金属が接合部を完全に浸透し、裏側で可視的な融合を作成する必要があることを示します。
消耗品インサート
溶接記号の反対側にある四角い記号は、溶接中に金属インサートが消費されることを示しています。
バック
完全浸透を達成するためにバックバーまたはバック溶接の使用を示します。溶接後にバックが取り外される場合、記号には「R」の文字が含まれます。
スペーサー
バック記号に似た外観ですが、基準線の中央に配置されます。
平坦/凹面/凹面の輪郭
これらの記号は、溶接表面の最終形状を定義します。輪郭の横に、仕上げに使用される方法を示す仕上げ文字があります:
- C – チッピング
- M – 機械加工
- G – グラインディング
- H – ハンマリング
- P – プレニッシング
- R – ローリング
- U – 未指定
溶接記号は、技術図面における一貫性と明確さを確保するための重要な要素です。溶接記号を十分に理解しているエンジニアと溶接工は、より効率的に作業でき、全体の構造の精度と安全性を保証できます。
プロの鋼構造業者をお探しの場合は、ぜひBMBスチールまでご連絡ください。プレエンジニアリング鋼構造業界で20年以上の経験を持ち、耐久性があり、国際的に認証された鋼構造ソリューションを提供することをお約束します。

1ヶ月前
鋼構造製作は、頑丈な構造を持つプレエンジニア加工鋼ハウスを作成するための重要なステップです。鋼構造を作成するプロセスにはどのようなステップが含まれますか?有用な情報を得るためにBMBスチールの記事を参考にしてください。
1ヶ月前
Cチャンネル鋼の特長、仕様、種類、価格リストを見つけて、現代のプロジェクトに最適なコストパフォーマンスと耐久性のあるソリューションを選ぶための手助けをします。

2ヶ月前
工業電気設備、技術基準、安全を確保するための適切な設置手順、全ての生産モデルとの互換性を探ります。

2ヶ月前
詳細な構造、建設ステップ、価格、人気のあるスチールフレーム工場の種類を探索します。現代的でコスト効果の高い建設ソリューションを探求しましょう。

1年前
成形鋼とは何か、その生産プロセス、一般的な成形鋼の種類、利点と欠点、建設、産業、日常生活での応用について学びましょう。
コメント
(0)






プレエンジニアリングされたスチールビルは、建設コストの最適化や短い建設期間などの利点により、ますます人気を集めています。その一方で、オーナーは幾つかの問題にも懸念を抱いています。この記事では、BMBスチールがプレエンジニアリングされたスチールビルの建設基準と受け入れについての有益な情報を提供します。


現在使用されている基礎の種類の中で、3階建ての家のストリップフーチングを使用することは、建物が荷重に耐えるのを助けるための最良の解決策と見なされています。

産業の成長に伴い、建設は安全性と耐久性を確保するために品質基準を満たすことが義務付けられています。プロジェクトごとに、各カテゴリーには異なる評価基準が設けられます。以下の記事では

ベトナムでは、多くの人々が低コストで多くの豪華でモダンなデザインのプレファブ建物に関心を持っています。以下ではBMBスチールと共に美しいプレファブモデルを探ってみましょう。

