公关中心
新闻室
焊接符号:结构、类型及其解读方式
01-04-2026
目录
焊接符号在施工和制造图纸中发挥着至关重要的作用。这些符号确保全球的焊工和工程师能够一致地解释设计细节,从而提高沟通效率。在本文中,BMB 钢铁将指导您了解焊接符号的结构和类型,帮助您正确阅读它们。
1. 什么是焊接符号?
焊接符号是用于工程和制造图纸中的标准化图形表示,传达有关焊接和焊接过程的重要细节。它们作为一种通用速记系统,描述了焊接的类型、尺寸和其他规格。多亏了这些标准化符号,来自不同行业和地区的工程师、设计师和焊工能够清晰地理解连接处的焊接要求。
阅读更多: 胡志明市前七家信誉良好的预制钢建筑公司
2. 焊接符号的基本结构
焊接符号由三个基本元素组成:箭头、参考线和尾部。这些部分构成了任何焊接符号的基础,每个部分扮演着不同的角色,决定了焊接的执行方式。
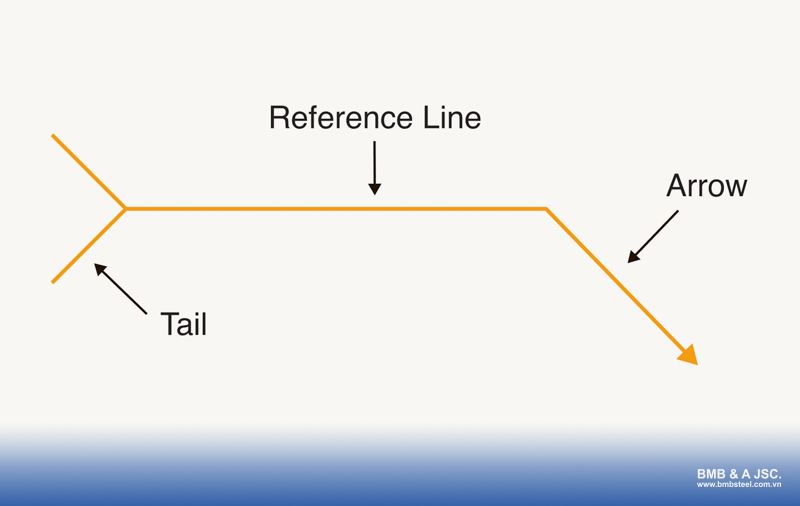
2.1. 箭头
箭头将参考线连接到焊接接头,并直接指向必须施加焊接的位置。它充当了一个明确的“在这里焊接!”指示器,确保焊接过程的精确性和清晰性。无论需要多少焊接层,每个焊接符号总是只包含一个箭头,用于标识接头位置。
2.2. 参考线
参考线是横向线,作为焊接符号的主干。它承载所有重要细节,例如焊接类型、接头设计、焊接尺寸、焊接图案等。本质上,它就像一条“空白线”,工程师在其上记录所有必要的信息,以供焊工遵循。
当需要多次焊接操作时,可能会在一个符号中出现多条参考线。离箭头最近的线表示第一道焊接层,而在其上方的线表示后续的焊接层。参考线还帮助定义焊接的方向。
阅读更多: 13+ 现代流行的 工业建筑图纸
2.3. 尾部
尾部位于参考线的另一端,与箭头相对。它用于包括无法在符号其他地方放置的附加信息。这可能包括焊接过程、填充材料、电极类型、参考文件或检验方法的细节。
如果焊接比较简单且不需要额外信息,尾部可以省略,以简化图纸。
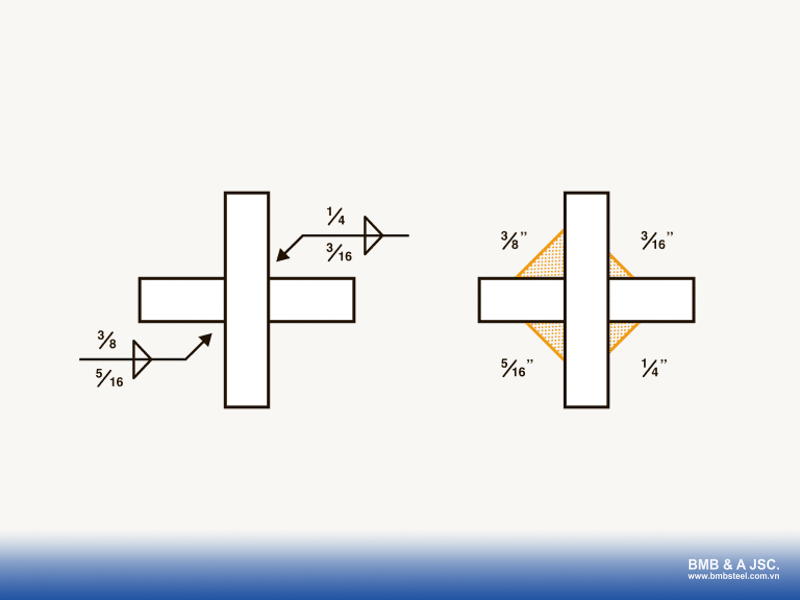
2.4. 焊接的方向
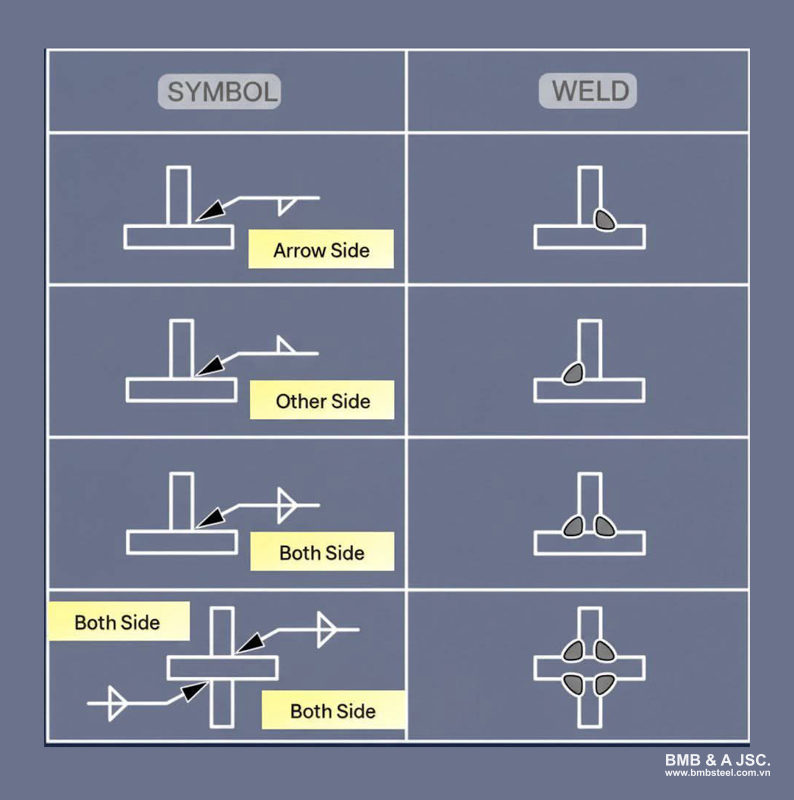
信息在参考线以上或以下的放置决定了焊接施加的接头侧。在线下(箭头侧)指示相同侧的焊接。在线上方的信息则指示在另一侧焊接。
在某些情况下,工程师可能会指定在接头的两侧焊接或使用“全周焊接”补充符号,表明焊接应在零件周围进行。
如果焊接侧不重要,焊接符号元素将直接放置在参考线的顶部。
2.5. 焊接符号中的数字
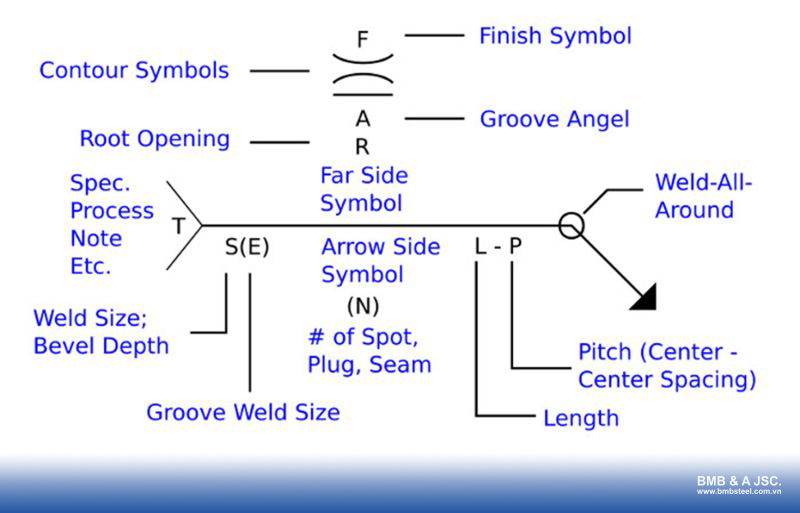
数字在焊接符号中起着至关重要的作用,提供焊接的大小、长度、间距和角度的细节。
- (S) – 表示焊接的大小、斜面深度或所需的焊接强度。这些值决定了接头的承载能力。
- (E) – 指定槽焊的实际熔透深度。
- (L) – 表示当整个接头未焊接时的焊接长度。
- (P) – 指示当多个焊接施加在同一接头时焊接的间距(中心到中心)。
- (R) – 表示插塞和槽焊的根部大小或金属填充深度。
- (A) – 指代槽角,放置在槽尺寸的上下,根据焊接侧。
- (N) – 表示箭头侧参考线上的点焊、缝焊、突起焊或槽焊的数量。
阅读更多: 标准工业工厂建设过程
3. 焊接符号的类型
工程图纸中使用了多种类型的焊接符号,每种符号代表不同的焊接方法和接头准备。
3.1. 基本焊接符号
基本焊接符号构成了所有焊接图纸的基础。它们指示要执行的焊接类型及焊接前的准备。
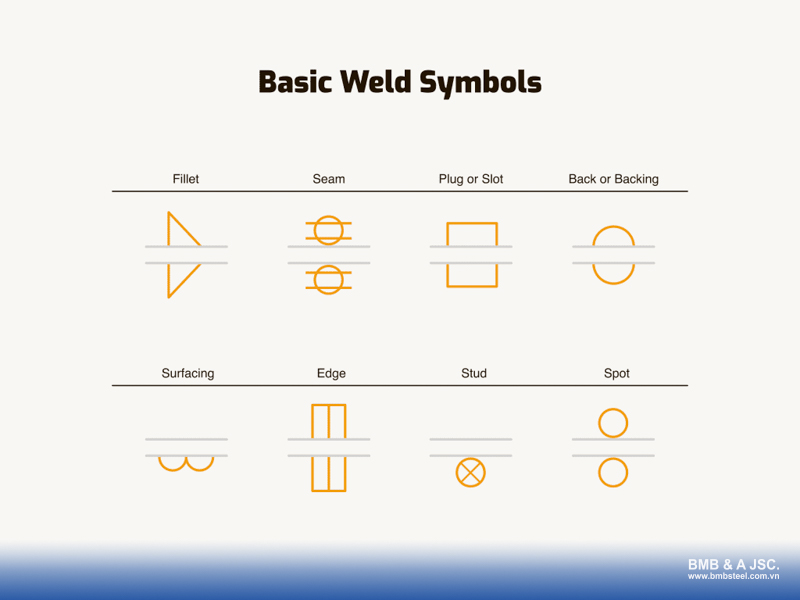
角焊接
角焊接是最常见的焊接类型之一。该符号可以出现在参考线的任一侧或两侧。如果符号出现在两侧但略微偏移,则表示采用错位缝焊接模式。
插接焊或槽焊
插接焊和槽焊用于连接重叠的金属件。它们的符号可以放置在参考线的一侧,但不能放置在两侧。
对于插接焊,符号包含焊接的直径、焊接数量以及中心到中心的间距等细节。
对于槽焊,符号指定槽的数量、每个槽的宽度和长度及其间距。
点焊或突起焊
点焊在不需要插接焊或槽焊准备的情况下连接两片重叠的金属片。这些焊接通常在金属板上使用点焊机或TIG焊接机进行。
类似于插接焊,该符号不会出现在参考线的两侧。它也可以出现在线的中间,意味着焊接侧并不重要。
焊接螺母
焊接螺母是通过焊接枪将金属螺母熔合到金属板的表面。该符号指定螺母的尺寸、数量及其间距。您只能在参考线的箭头侧找到此符号。
缝焊
缝焊是一种电阻焊接,用于在接头沿线创建连续焊接,通常用于金属板。其符号不能出现在参考线的两侧,但可以放置在中间,表示没有具体侧面的重要性。
背焊或支架焊
尽管背焊和支架焊的符号看起来相同,但其应用有所不同。背焊是在主焊之后进行的,而支架焊是在其之前进行的。焊接符号的尾部提供了需要的焊接类型的说明。背焊或支架焊的符号位于主焊接符号的参考线的另一侧。
表面焊接
表面焊接用于在表面上施加一层或多层金属,以提高耐磨性或恢复尺寸。如果指示了尺寸,则表示焊缝的最小高度。这些符号仅在参考线的箭头侧显示。
边焊
边焊通常用于金属板,两个部分的边缘被连接在一起。已注明的焊接尺寸表示的是穿透深度,而不是焊缝的大小。边焊符号可以放置在参考线的任一侧或两侧。
阅读更多:什么是 预制钢建筑? 您项目的最佳解决方案
3.2. 槽焊符号
槽焊是结构制造中最常见的焊接类型之一,用于两块金属件的边缘相接的地方。槽焊符号可以出现在参考线的任一侧,具体取决于焊接位置。每种类型的槽焊符号代表不同的接头准备和焊接要求。
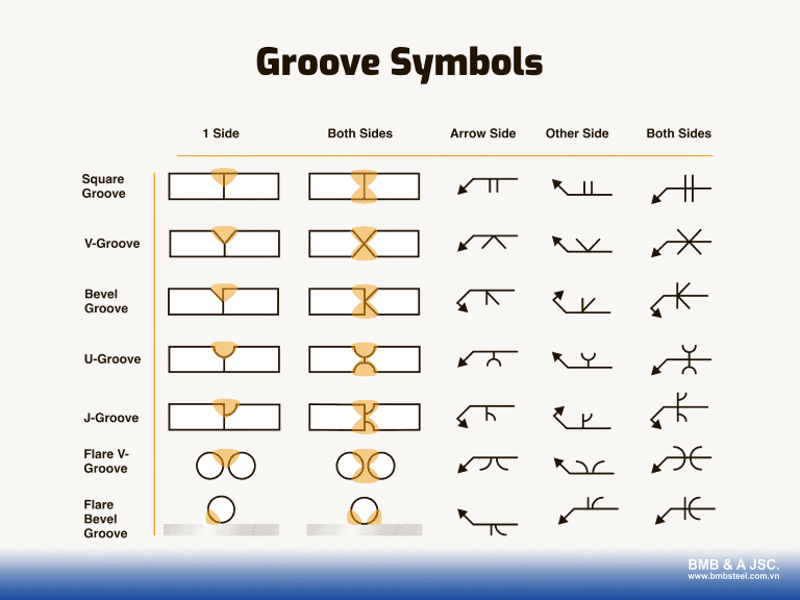
V型槽焊
V型槽焊在接头的两侧都进行斜面切割。板边以一定角度切割,符号上方的数字可能显示斜面的夹角。
斜槽焊
斜槽焊仅在接头的一侧有斜面。箭头指向必须进行斜面的那一侧,符号上方的角度表示斜面角度。
U型槽焊
U型槽焊具有圆形的凹面接头准备,为焊接提供更多的渗透空间。它们不太常见,准备成本更高,因为边缘必须进行加工。
J型槽焊
J型槽焊类似于斜槽焊,但有弯曲的J形准备。与U型槽焊一样,它们被加工并在需要更深的渗透时使用。
外扩V型槽焊
外扩V型槽焊在焊接两个圆形表面,例如中空结构件(HSS)时出现。管子的半径形成自然的V形槽,符号可能会指定所需的渗透深度。
外扩斜槽焊
外扩斜槽焊发生在将圆形件(如棒材或管子)焊接到平板上时。焊接不需要特别的准备,尽管符号可能会指示所需的渗透深度。
4. 如何读取角焊接符号
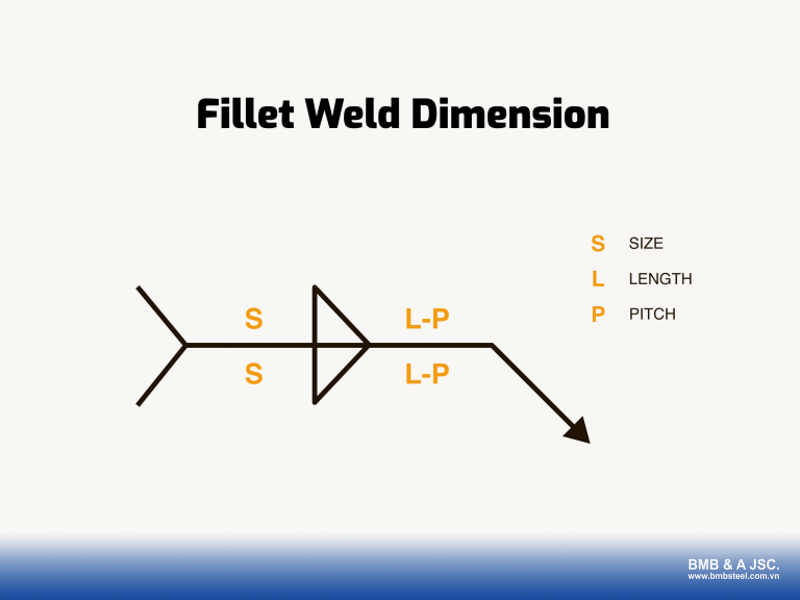
在角焊接符号的左侧是焊接的大小,由字母“S”表示。焊接大小指示角焊接的腿长。例如,⅜”角焊接意味着焊接的两条腿从板到角的距离为⅜英寸。
如果符号上没有指明焊接大小,则焊接大小默认为所连接的较薄板的厚度。为了验证焊接尺寸,焊工通常会使用角焊规以确保焊接尺寸满足设计要求。
在角焊接符号的右侧,您会找到有关焊缝焊接的信息,包括它们的长度(L)和间距(P):长度(L)指示每个焊缝的长度。间距(P)指定连续焊缝之间的中心到中心的间距。

如果角焊接符号在参考线两侧稍微偏离,表示采用错位缝焊接模式。当没有列出任何内容时,焊接被认为是沿接头连续的。
5. 如何读取槽焊接符号
槽焊接符号提供有关如何准备和焊接接头的详细信息。它们指示接头准备的类型、槽角、准备深度、渗透深度和根部开口。
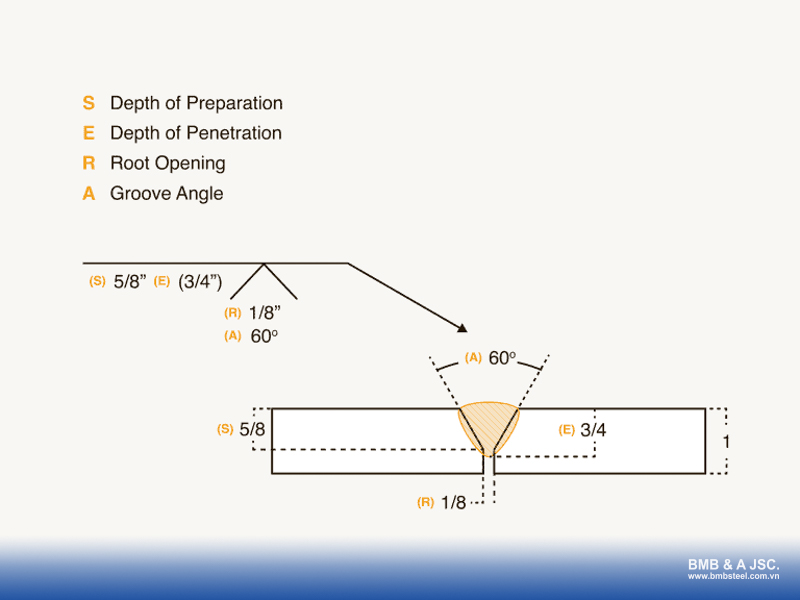
上面是槽焊的结构示例。根部开口(R)显示在符号内部,而槽角(A)则显示在其下方。槽角表示接头的夹角,而不是单个斜面角。例如,60°的夹角意味着每块板都被切割了30°。
在槽焊接符号的左侧是准备深度(S)和渗透深度(E)。准备深度是从板的顶面到槽或斜面的尾端的距离。渗透深度显示在括号中,表示焊接金属从板表面延伸到焊缝根部的深度。
6. CJP和PJP

在焊接中,每个接头都可以被分类为完整接头渗透(CJP)或部分接头渗透(PJP)焊接。
CJP焊接,通常被称为100%焊接,要求焊接金属完全穿透整个接头的厚度,板之间没有间隙或未填充区域。要指定完整接头渗透的焊接,工程师将在焊接符号的尾部标记“CJP”。
相反,PJP焊接并不要求完全穿透接头的根部。PJP焊接较为少见。
7. 补充符号
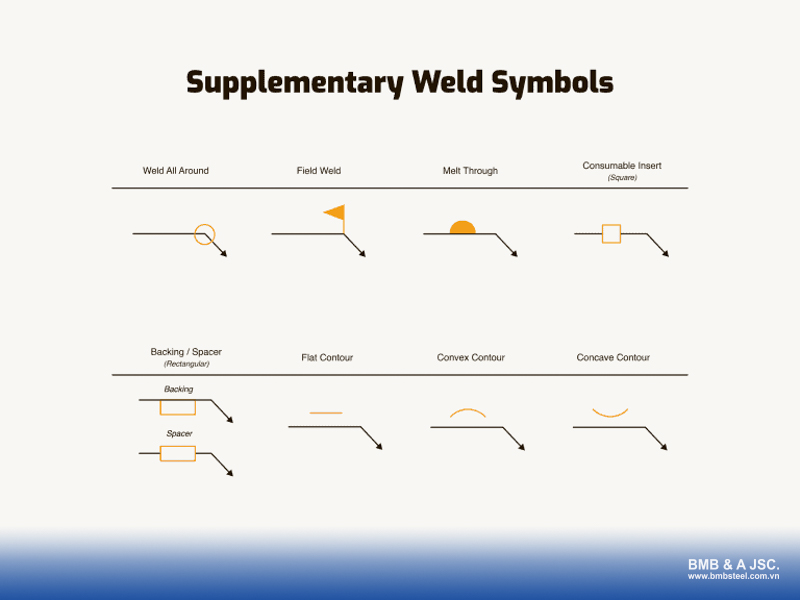
除了基本焊接符号外,还有若干补充符号提供在制造前必需的额外细节。理解它们可确保焊接的正确尺寸、完成情况和质量。以下是最常见的补充焊接符号:
全周焊接
在参考线与箭头相交处表示一个小圆圈。它表示焊接应围绕整个接头进行。
现场焊接
表示为箭头和参考线交汇处的旗帜。它表示焊接必须在现场进行。如果该符号缺失,焊接应在车间完成。
熔透焊接
用一个黑色半圆形表示,位于焊接符号的对面。它指定焊接金属必须完全穿透接头,在背面形成可见的熔合。
消耗插入件
位于焊接符号对面的小方形符号,显示将在焊接过程中消耗金属插入件。
支撑
表示使用支撑条或支撑焊接以实现完全渗透。如果焊接后支撑被拆除,符号将包括字母“R”。
间隔器
外观与支撑符号相似,但它放置在参考线的中间。
平面/凸面/凹面轮廓
这些符号定义焊接表面的最终形状。与轮廓一起,完成字母显示用于实现该完成方法:
- C – 切削
- M – 加工
- G – 研磨
- H – 锤击
- P – 拍平
- R – 卷制
- U – 未指定
焊接符号是确保技术图纸一致性和清晰性的基本要素。对焊接符号有扎实理解的工程师和焊工可以更高效地工作,确保整个结构的准确性和安全性。
如果您正在寻找专业的钢结构承包商,请立即联系BMB 钢铁。我们在预制钢建筑行业拥有超过20年的经验,致力于提供耐用的、国际认证的钢结构解决方案。

1个月前
钢结构制造是创建具有坚固结构的预工程钢房屋的重要步骤。制造钢结构的过程包括哪些步骤?请参考BMB钢铁的文章以获取有用的信息
1个月前
了解C型槽钢的特点、规格、类型和价格表,帮助您为现代项目选择一个经济实用且耐用的解决方案。

2个月前
探索工业电气安装、技术标准、确保安全的正确安装程序,与所有生产模式兼容。

2个月前
了解钢框架工厂的详细结构、施工步骤、定价及流行类型。探索现代、具有成本效益的建筑解决方案。

1年前
了解什么是形状钢、它的生产过程、常见的形状钢类型、优缺点、在建筑、工业和日常生活中的应用。
评论
(0)