







MEDIA
BERITA
Simbol pengelasan: Struktur, jenis, dan cara membacanya
01-04-2026
Daftar Isi Artikel
Simbol pengelasan memainkan peran penting dalam gambar konstruksi dan fabrikasi. Simbol-simbol ini memastikan para pengelasan dan insinyur di seluruh dunia menginterpretasikan detail desain secara konsisten, meningkatkan efisiensi komunikasi. Dalam artikel ini, BMB Steel akan membimbing Anda melalui struktur, jenis simbol pengelasan, membantu Anda memahami cara membacanya dengan benar.
1. Apa itu simbol pengelasan?
Simbol pengelasan adalah representasi grafis standar yang digunakan dalam gambar teknik dan manufaktur untuk menyampaikan detail penting tentang las dan proses pengelasan. Mereka berfungsi sebagai sistem singkatan universal yang menggambarkan jenis las, ukurannya, dan spesifikasi lainnya. Berkat simbol-simbol standar ini, insinyur, desainer, pengelasan dari berbagai industri dan daerah dapat dengan jelas memahami persyaratan pengelasan untuk sambungan dan koneksi.
Baca lebih lanjut: 7 perusahaan konstruksi gedung baja rekayasa terkemuka di Ho Chi Minh City
2. Struktur dasar simbol pengelasan
Sebuah simbol pengelasan terdiri dari 3 elemen penting: panah, garis referensi, dan ekor. Bagian-bagian ini membentuk dasar dari setiap simbol pengelasan, dan masing-masing memiliki peran yang berbeda yang menentukan bagaimana las akan dilaksanakan.
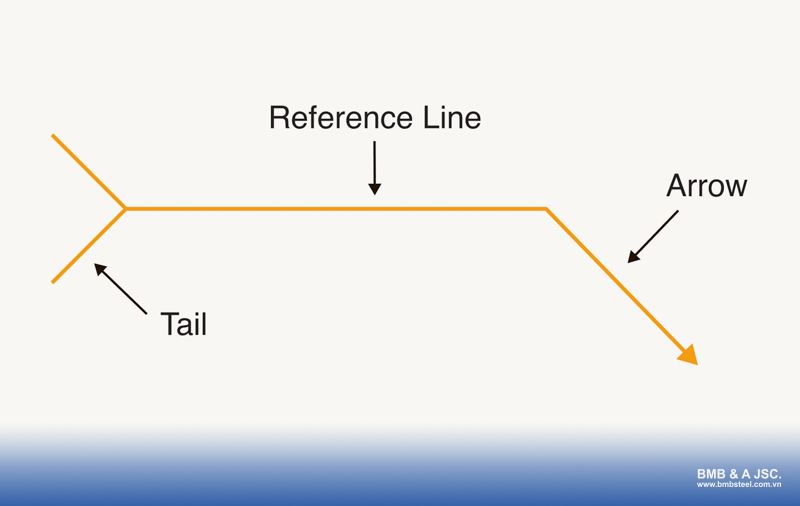
2.1. Panah
Panah menghubungkan garis referensi ke sambungan pengelasan dan menunjuk langsung ke lokasi di mana las harus diterapkan. Ini berfungsi sebagai indikator “Las di sini!” yang jelas, memastikan ketepatan dan kejelasan dalam proses pengelasan. Terlepas dari berapa banyak pass pengelasan yang diperlukan, setiap simbol pengelasan selalu menyertakan hanya satu panah yang mengidentifikasi lokasi sambungan.
2.2. Garis referensi
Garis referensi adalah garis horizontal yang berfungsi sebagai tulang punggung simbol pengelasan. Ini membawa semua detail vital, seperti jenis las, desain sambungan, ukuran las, pola las, dll. Secara esensial, ini berfungsi seperti "garis kosong" di mana insinyur mencatat semua informasi yang diperlukan untuk diikuti oleh pengelasan.
Ketika beberapa operasi pengelasan diperlukan, beberapa garis referensi mungkin muncul dalam satu simbol. Garis yang paling dekat dengan panah mewakili pass las pertama, sedangkan yang di atasnya menunjukkan pass berikutnya. Garis referensi juga membantu mendefinisikan orientasi las.
Baca lebih lanjut: 13+ gambar bangunan industri modern populer
2.3. Ekor
Ekor muncul di sisi berlawanan dari garis referensi dari panah. Ini digunakan untuk menyertakan informasi tambahan yang tidak cocok di tempat lain dalam simbol. Ini dapat mencakup detail tentang proses pengelasan, bahan pengisi, jenis elektroda, dokumen referensi, atau metode inspeksi.
Jika lasnya sederhana dan tidak ada informasi tambahan yang diperlukan, ekor dapat dihilangkan untuk menyederhanakan gambar.
2.4. Orientasi las
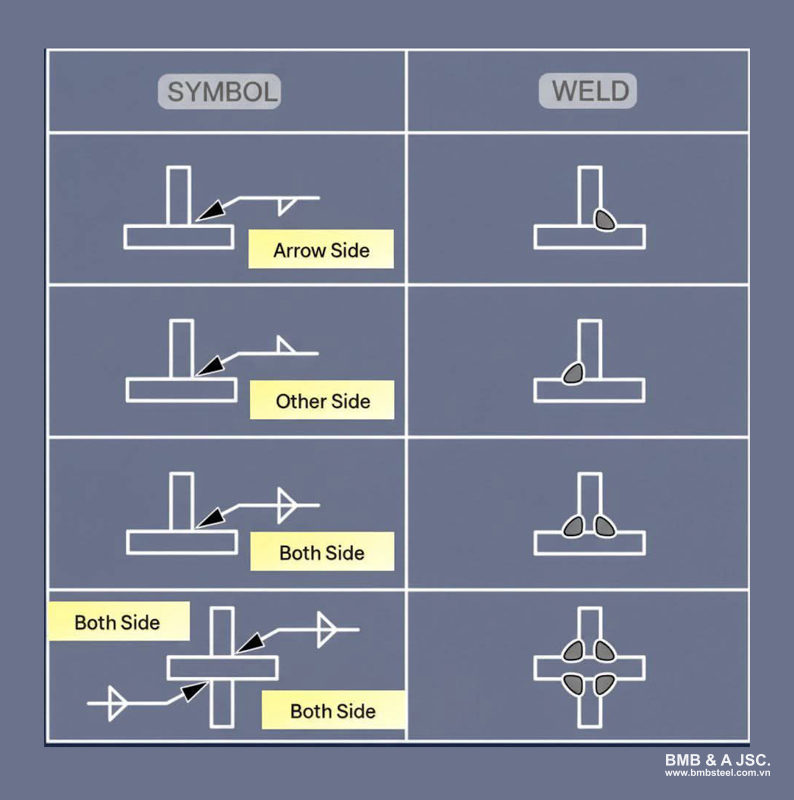
Penempatan informasi di atas atau di bawah garis referensi menentukan sisi sambungan di mana las diterapkan. Informasi di bawah garis (sisi panah) menunjukkan pengelasan di sisi yang sama dengan arah panah. Informasi di atas garis menunjukkan pengelasan di sisi yang berlawanan.
Dalam beberapa kasus, insinyur dapat menentukan las di kedua sisi sambungan atau menggunakan simbol tambahan las semua sekitar untuk menunjukkan bahwa pengelasan harus dilakukan terus menerus di sekitar bagian tersebut.
Jika sisi las tidak penting, elemen simbol las akan ditempatkan langsung di atas garis referensi
2.5. Angka dalam simbol pengelasan
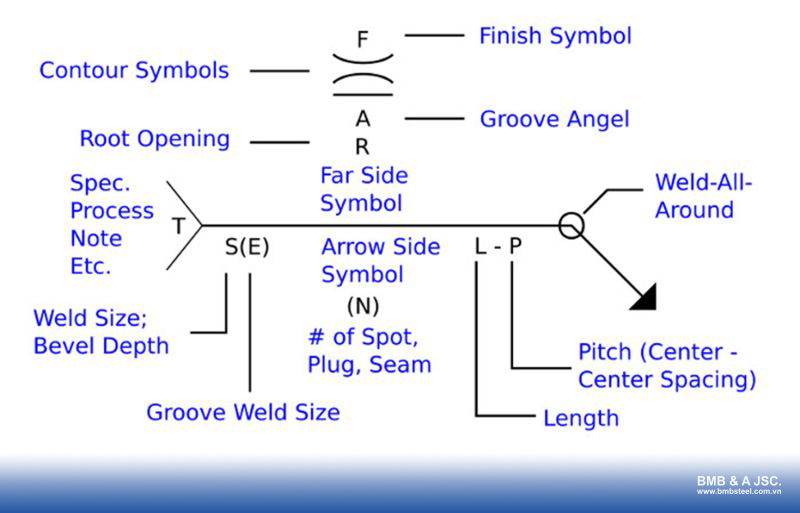
Angka memainkan peran penting dalam simbol pengelasan, memberikan detail tentang ukuran, panjang, jarak, dan sudut las.
- (S) – Menunjukkan ukuran las, kedalaman bevel, atau kekuatan las yang diperlukan. Nilai-nilai ini menentukan kapasitas beban sambungan.
- (E) – Menunjukkan kedalaman penetrasi yang sebenarnya dalam las alur.
- (L) – Mewakili panjang las ketika seluruh sambungan tidak dilas.
- (P) – Menunjukkan jarak atau spacing antara las (pusat ke pusat) ketika beberapa las diterapkan pada sambungan yang sama.
- (R) – Menunjukkan ukuran root atau kedalaman pengisian logam untuk las plug dan slot.
- (A) – Mengacu pada sudut alur, ditempatkan di atas atau di bawah ukuran alur, tergantung pada sisi las.
- (N) – Menunjukkan jumlah titik, jahitan, proyeksi, atau las slot di sisi panah dari garis referensi.
Baca lebih lanjut: Proses konstruksi pabrik industri standar
3. Jenis simbol pengelasan
Ada banyak jenis simbol pengelasan yang digunakan dalam gambar teknik, masing-masing mewakili metode pengelasan dan persiapan sambungan yang berbeda.
3.1. Simbol las dasar
Simbol las dasar membentuk fondasi dari semua gambar pengelasan. Mereka menunjukkan jenis las yang akan dilakukan dan persiapan sebelum pengelasan.
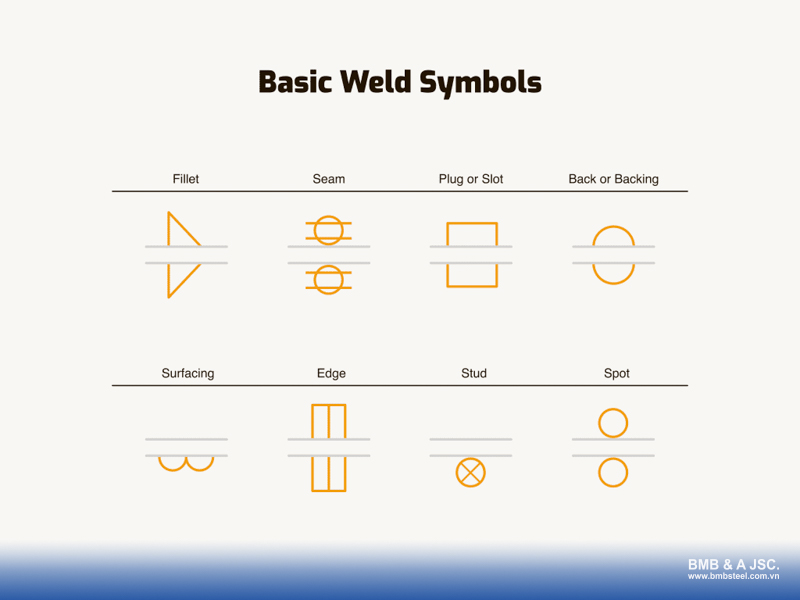
Las fillet
Las fillet adalah salah satu jenis las yang paling umum. Simbolnya dapat muncul di salah satu sisi garis referensi atau di kedua sisi. Jika simbolnya muncul di kedua sisi tetapi sedikit terpisah, itu menunjukkan pola las jahitan yang terputus.
Las plug atau slot
Las plug dan slot digunakan untuk menggabungkan potongan logam yang saling tumpang tindih. Simbol mereka dapat ditempatkan di salah satu sisi garis referensi, tetapi tidak di kedua sisi.
Untuk las plug, simbol mencakup detail seperti diameter las, jumlah las, dan jarak pusat-ke-pusat.
Untuk las slot, simbol menunjukkan jumlah slot, lebar dan panjang masing-masing slot, dan jarak di antara mereka.
Las titik atau proyeksi
Las titik menggabungkan dua lembar logam yang saling tumpang tindih tanpa persiapan yang diperlukan untuk las plug atau slot. Las ini biasa dilakukan pada logam lembar menggunakan mesin las titik atau pengelas TIG.
Mirip dengan las plug, simbolnya tidak muncul di kedua sisi garis referensi. Itu juga dapat muncul di tengah garis, yang berarti sisi las tidak signifikan.
Las stud
Las stud menggabungkan stud logam pada permukaan pelat logam menggunakan pistol pengelasan stud. Simbol ini menunjukkan ukuran stud, jumlah stud, dan jarak di antara mereka. Anda hanya akan menemukan simbol ini di sisi panah dari garis referensi.
Las jahitan
Las jahitan adalah jenis pengelasan resistansi yang digunakan untuk menciptakan las terus menerus di sepanjang sambungan, sering untuk logam lembar. Simbolnya tidak dapat muncul di kedua sisi garis referensi, tetapi dapat ditempatkan di tengah, menunjukkan tidak ada sisi spesifik yang signifikan.
Las belakang atau backing
Meskipun simbol las belakang dan las backing terlihat sama, mereka berbeda dalam aplikasi. Las belakang dilakukan setelah las utama, sedangkan las backing dilakukan sebelumnya. Ekor dari simbol pengelasan memberikan klarifikasi tentang mana yang diperlukan. Simbol las belakang atau backing muncul di sisi berlawanan dari garis referensi dari simbol las utama.
Las permukaan
Las permukaan digunakan untuk menerapkan satu atau lebih lapisan logam pada permukaan untuk meningkatkan ketahanan aus atau mengembalikan dimensi. Jika dimensi ditunjukkan, itu mengacu pada tinggi minimum dari bead las. Simbol-simbol ini hanya ditampilkan di sisi panah dari garis referensi.
Las tepi
Las tepi biasanya digunakan untuk logam lembar di mana tepi dari dua bagian disatukan. Ukuran las, jika dicatat, mewakili kedalaman penetrasi, bukan ukuran bead. Simbol las tepi dapat ditempatkan di salah satu sisi atau di kedua sisi garis referensi.
Baca lebih lanjut: Apa itu gedung baja rekayasa? Solusi optimal untuk proyek Anda
3.2. Simbol las alur
Las alur termasuk di antara jenis las paling umum dalam fabrikasi struktural, digunakan di mana dua potongan logam bertemu sisi-ke-sisi. Simbol las alur dapat muncul di salah satu sisi garis referensi, tergantung pada lokasi las. Setiap jenis simbol las alur mewakili persiapan sambungan dan persyaratan pengelasan yang berbeda.
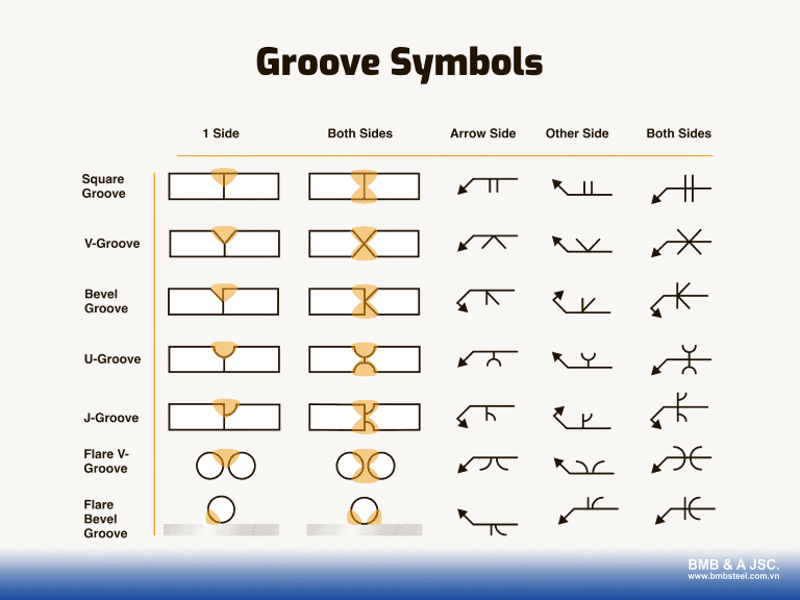
Las V-alur
Las V-alur melibatkan bevel yang dipotong di kedua sisi sambungan. Tepi pelat dipotong pada sudut, dan sebuah angka di atas simbol dapat menunjukkan sudut yang termasuk antara bevel.
Las bevel alur
Las bevel alur memiliki bevel hanya di satu sisi sambungan. Panah menunjuk ke sisi yang harus dibelokkan, dan suatu sudut di atas simbol menunjukkan sudut bevel.
Las U-alur
Las U-alur memiliki persiapan sambungan melengkung dan cekung, memberikan lebih banyak ruang untuk penetrasi las. Jenis ini kurang umum dan lebih mahal untuk dipersiapkan karena tepinya harus diproses.
Las J-alur
Las J-alur mirip dengan las bevel tetapi memiliki persiapan berbentuk J melengkung. Seperti halnya las U-alur, las ini diproses dan digunakan saat diperlukan penetrasi yang lebih dalam.
Las flare V-alur
Las flare V-alur muncul ketika menyambung dua permukaan yang membulat, seperti bagian struktural berongga (HSS). Jari-jari tabung membentuk alur berbentuk V alami, dan simbolnya mungkin menunjukkan kedalaman penetrasi yang diperlukan.
Las flare bevel alur
Las flare bevel alur terjadi ketika mengelas sebuah benda bulat (seperti batang atau pipa) ke pelat datar. Las ini tidak memerlukan persiapan khusus, meskipun simbolnya mungkin menunjukkan kedalaman penetrasi yang diinginkan.
4. Cara membaca simbol pengelasan fillet
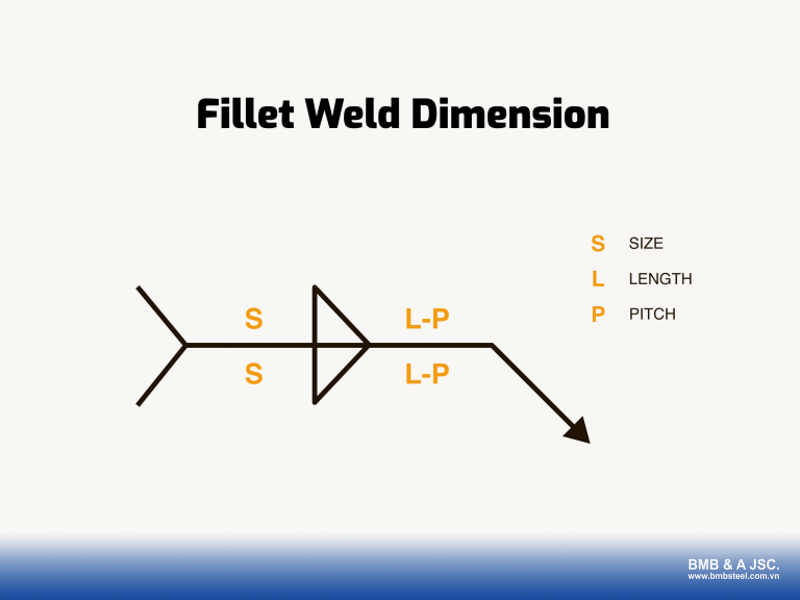
Di sisi kiri simbol las fillet adalah ukuran las, yang diwakili oleh huruf “S”. Ukuran las menunjukkan panjang kaki dari las fillet. Misalnya, las fillet ⅜” berarti kedua kaki las ukurannya ⅜ inci dari pelat ke toe.
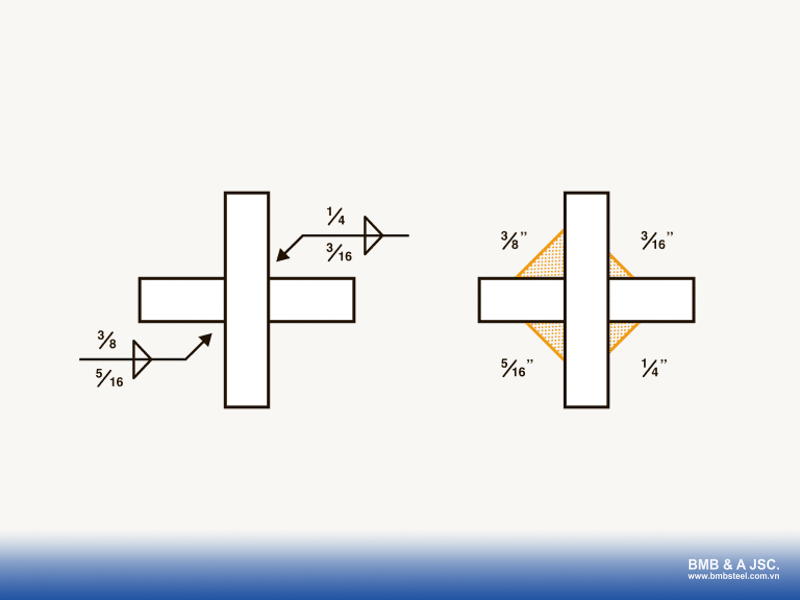
Jika tidak ada ukuran las yang ditentukan pada simbol, ukuran las akan default pada ketebalan pelat yang lebih tipis yang disatukan. Untuk memverifikasi dimensi las, pengelasan umumnya menggunakan alat ukur fillet untuk memeriksa bahwa ukuran las memenuhi persyaratan desain.
Di sisi kanan simbol las fillet, Anda akan menemukan informasi tentang las jahitan, termasuk panjang (L) dan jarak (P): Panjang (L) menunjukkan panjang masing-masing las jahitan. Jarak (P) menentukan jarak pusat-ke-pusat antara las jahitan yang berturut-turut.

Jika simbol las fillet muncul sedikit offset satu sama lain di kedua sisi garis referensi, ini menunjukkan pola las jahitan yang terputus. Ketika tidak ada yang tercantum, las dianggap terus menerus di sepanjang sambungan.
5. Cara membaca simbol pengelasan alur
Simbol pengelasan alur memberikan informasi terperinci tentang bagaimana sambungan harus dipersiapkan dan dilas. Mereka menunjukkan jenis persiapan sambungan, sudut alur, kedalaman persiapan, kedalaman penetrasi, dan bukaan root.
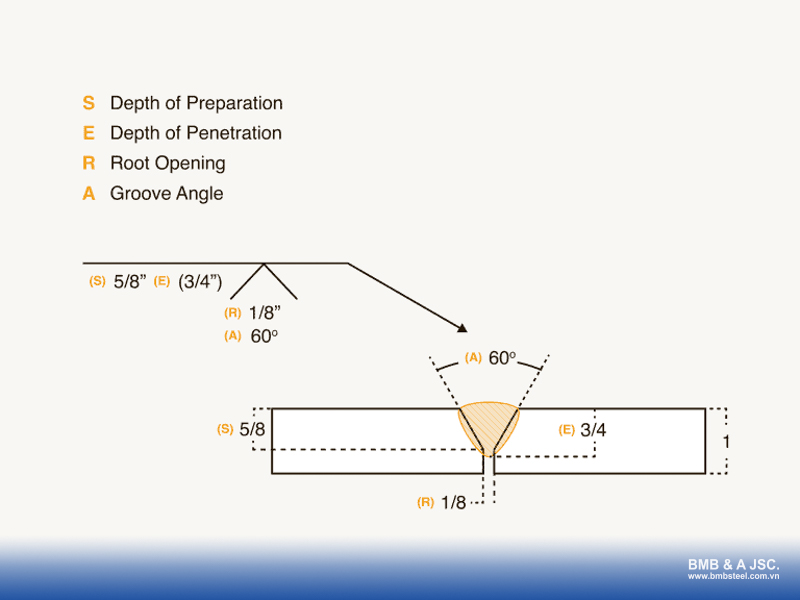
Di atas adalah contoh struktur dari las alur. Bukaan root (R) ditunjukkan di dalam simbol, sedangkan sudut alur (A) ditampilkan di bawahnya. Sudut alur mewakili sudut yang termasuk dari sambungan, bukan sudut bevel individu. Misalnya, sudut termasuk 60° berarti setiap pelat telah dicetak pada 30°.
Di sisi kiri simbol las alur adalah kedalaman persiapan (S) dan kedalaman penetrasi (E). Kedalaman persiapan mengukur jarak dari permukaan atas pelat ke ujung alur atau bevel. Kedalaman penetrasi, yang ditunjukkan dalam tanda kurung, menunjukkan seberapa dalam logam las keluar dari permukaan pelat hingga root las.
6. CJP dan PJP

Dalam pengelasan, setiap sambungan dapat diklasifikasikan sebagai las penetrasi sambungan lengkap (CJP) atau penetrasi sambungan sebagian (PJP).
Las CJP, sering disebut sebagai las 100%, memerlukan logam las untuk sepenuhnya menembus keseluruhan ketebalan sambungan, tanpa menyisakan celah atau area yang tidak terisi antara pelat. Untuk menentukan las penetrasi sambungan lengkap, insinyur akan menandai "CJP" di ekor simbol pengelasan.
Sebaliknya, las PJP tidak memerlukan penetrasi penuh hingga root sambungan. Las PJP kurang umum.
7. Simbol tambahan
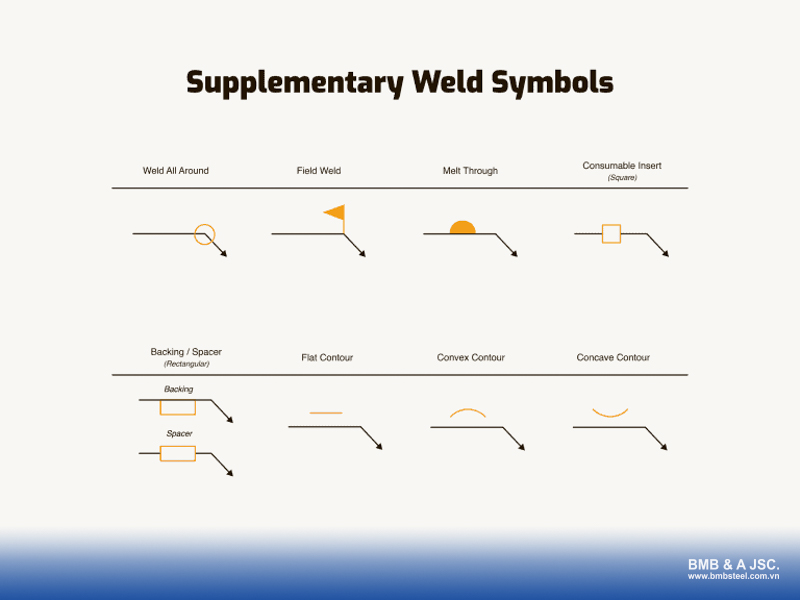
Selain simbol las dasar, beberapa simbol tambahan memberikan rincian ekstra yang penting sebelum fabrikasi. Memahami mereka memastikan ukuran yang tepat, penyelesaian, dan kualitas las. Berikut ini adalah simbol pengelasan tambahan yang paling umum:
Semua sekitar
Diperlihatkan oleh lingkaran kecil di mana garis referensi bertemu panah. Ini menunjukkan bahwa las harus dilakukan di seluruh sambungan.
Las lapangan
Ditampilkan sebagai bendera di persimpangan panah dan garis referensi. Ini berarti las harus dilakukan di lokasi. Jika simbol ini tidak ada, las harus dilakukan di workshop.
Melt-through
Digambarkan sebagai setengah lingkaran hitam yang diletakkan berlawanan dengan simbol las. Ini menentukan bahwa logam las harus menembus sepenuhnya melalui sambungan, menciptakan fusi yang terlihat di sisi belakang.
Insert yang dapat digunakan
Simbol persegi yang berlawanan dengan simbol las, menunjukkan bahwa sebuah insert logam akan digunakan selama pengelasan.
Backing
Menunjukkan penggunaan bar backing atau las backing untuk mencapai penetrasi penuh. Jika backing dihapus setelah pengelasan, simbol tersebut menyertakan huruf "R".
Spacer
Serupa dalam penampilan dengan simbol backing, tetapi diletakkan di tengah garis referensi.
Kontur Datar/Konveks/Konkaf
Simbol-simbol ini mendefinisikan bentuk akhir dari permukaan las. Bersama dengan kontur, huruf penyelesaian menunjukkan metode yang digunakan untuk mencapai hasil akhir itu:
- C – Pahat
- M – Pemesinan
- G – Penggilingan
- H – Palu
- P – Planishing
- R – Menggulung
- U – Tidak ditentukan
Simbol pengelasan adalah elemen penting yang memastikan konsistensi dan kejelasan dalam gambar teknik. Insinyur dan pengelasan yang memiliki pemahaman yang solid tentang simbol-simbol pengelasan dapat bekerja lebih efisien, memastikan ketepatan dan keselamatan untuk keseluruhan struktur.
Jika Anda mencari kontraktor struktur baja profesional, hubungi BMB Steel hari ini. Dengan lebih dari 20 tahun pengalaman dalam industri gedung baja rekayasa, kami berkomitmen untuk memberikan solusi struktur baja yang tahan lama dan bersertifikat internasional.

2 bulan yang lalu
Pelajari tentang fondasi strip satu arah dan dua arah, perbedaan antara keduanya, kelebihan dan kekurangan, serta pertimbangan untuk memilih solusi yang tepat untuk proyek Anda.

1 tahun yang lalu
Struktur konstruksi baja merupakan alat bangunan yang digunakan sebagai material utama karena kekuatannya yang tinggi, fleksibel, dan tahan lama. Rangka struktur konstruksi baja menjelaskan aplikasi struktur baja pada gedung, jembatan, gudang, serta infrastruktur modern berkat proses fabrikasi cepat dan efisiensi dalam pembangunan.

2 bulan yang lalu
Ikhtisar tentang material atap tahan panas yang umum digunakan, seperti ubin, atap logam terinsulasi, dll., yang cocok untuk berbagai jenis bangunan.

2 bulan yang lalu
Apa itu kontrak EPC? Pelajari bagaimana kontrak EPC bekerja, strategi kontrak, peran, keuntungan, kerugian dari kontraktor EPC, dan perbedaan antara EPC dan EPCM.

6 bulan yang lalu
Apa itu baut? Pelajari tentang struktur baut, klasifikasi, aplikasi, serta cara memilih baut yang memenuhi standar teknis dalam konstruksi dan rekayasa.
Komentar
(0)





Struktur baja telah banyak digunakan di semua sektor karena menawarkan sejumlah keuntungan. Tulisan di bawah ini akan menjelajahi peran peningkat ekonomi dari struktur baja.

Kemajuan dalam struktur baja telah banyak digunakan dalam pembangunan infrastruktur transportasi di Asia Tenggara. Tulisan di bawah ini akan mengeksplorasi beberapa penggunaan inovatif dari struktur baja.

Apa itu rangka kuda-kuda tanpa struktur sebenarnya? Apa perannya dalam desain dan konstruksi?

Keberlanjutan telah menjadi tren dan prioritas dalam industri konstruksi. Tulisan ini akan mengeksplorasi beberapa sertifikasi keberlanjutan yang relevan untuk struktur baja.

Pedoman detail untuk pengaturan penguatan pelat satu lapis yang benar, catatan penting untuk memastikan keamanan struktur dan memperpanjang umur bangunan.

Sangat penting untuk memiliki pemahaman yang jelas tentang perbedaan antara struktur baja dan beton bertulang. Artikel ini akan menjelaskan perbedaan tersebut.

